












 Domicile
Domicile Des produits
Des produits







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

Les défauts d’enrobage des comprimés peuvent affecter bien plus que l’apparence. Un film rugueux, un logo illisible, une surface fissurée ou une couleur inégale peuvent indiquer une mauvaise adhérence, un séchage instable, des noyaux de comprimés fragiles ou une pulvérisation incohérente. Certains défauts sont esthétiques, tandis que d’autres peuvent affecter l’identification, la manipulation, la protection contre l’humidité ou les performances attendues du comprimé enrobé.
Le dépannage est plus efficace lorsque le défaut est traité comme une preuve plutôt que comme un diagnostic. Le même problème visible peut provenir du noyau du comprimé, de la formulation d’enrobage des comprimés, du système de pulvérisation, des conditions de séchage ou du mouvement à l’intérieur de lamachine d’enrobage de comprimés. L’enquête doit identifier le défaut, vérifier les variables les plus probables et modifier un facteur majeur à la fois. [1][2]

Les défauts d’enrobage des comprimés sont des modifications indésirables du film, de la couleur, de la surface, des bords, du logo ou de l’état physique d’un comprimé pendant ou après l’enrobage des comprimés. Ils peuvent apparaître pendant la pulvérisation, le séchage, la cure, la décharge ou l’inspection finale.
Ils ne sont pas toujours identiques auxdéfauts de compression des comprimés. Le capsulage, la lamination, des bords fragiles ou une friabilité élevée peuvent commencer lors de la compression des comprimés. L’enrobage des comprimés peut rendre ces faiblesses plus visibles car les comprimés sont exposés à la chaleur, à l’humidité, aux mouvements répétés et aux contacts avec d’autres comprimés.
Avant de modifier la recette d’enrobage des comprimés ou les réglages de la machine, inspectez les noyaux non enrobés du même lot. Vérifiez la dureté, la friabilité, la poussière, l’humidité, la forme, le gaufrage et l’état de surface. Cela aide à distinguer les défauts créés pendant l’enrobage des comprimés des problèmes présents en amont du procédé. [2]
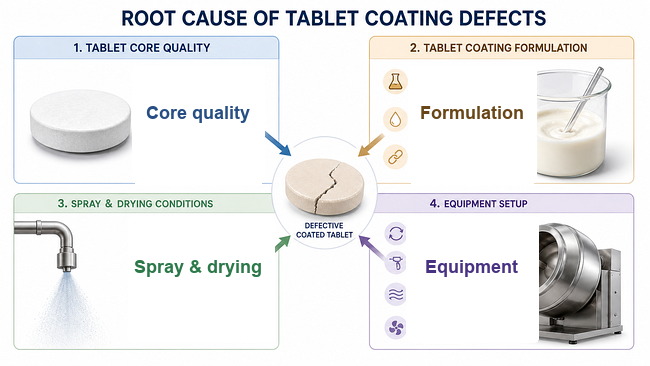
Classez le problème dans l’un des quatre groupes :
1. Qualité du noyau du comprimé : dureté, friabilité, porosité, humidité, poussière, forme ou bords fragiles.
2. Formulation d’enrobage des comprimés : polymère, plastifiant, teneur en solides, viscosité, dispersion des pigments ou adhérence.
3. Conditions de pulvérisation et de séchage : débit de pulvérisation, atomisation, distance de la buse, air d’entrée, extraction et température du produit.
4. Réglage de l’équipement : alignement des buses, déflecteurs, vitesse de la cuve, équilibre des flux d’air, capteurs et stabilité du contrôle.
Le nom du défaut seul ne révèle pas la cause racine. Le collage peut résulter d’une pulvérisation excessive, d’un séchage insuffisant, d’une formulation collante ou d’une température produit trop basse. Les fissures peuvent provenir d’un film cassant, d’un noyau en expansion ou de contraintes mécaniques.
| Schéma du défaut | Premier contrôle | Cause probable | À éviter en premier |
|---|---|---|---|
| Les comprimés collent entre eux | Température du produit et débit de pulvérisation | Surhumidification ou séchage lent | Augmenter fortement la chaleur |
| Surface rugueuse ou poussiéreuse | Atomisation et distance de la buse | Séchage de la pulvérisation ou grosses gouttelettes | Augmenter le débit de pulvérisation |
| Le film se fissure ou se décolle | État du noyau et flexibilité du film | Mauvaise adhérence ou contrainte excessive | Modifier uniquement la vitesse de la cuve |
| Couleur inégale | Motif de pulvérisation et mélange des comprimés | Mauvaise répartition ou migration des pigments | Ajouter davantage de pigment |
| Bords ébréchés ou érosion | Dureté du noyau et action de la cuve | Noyaux fragiles ou forte attrition | Réduire tout le flux d’air |
Notez le moment où le défaut apparaît, le pourcentage affecté, la température du produit, le débit de pulvérisation, la vitesse de la cuve, le flux d’air et les conditions de la solution d’enrobage. Sans enregistrements, des ajustements répétés peuvent masquer la cause initiale. [1][2]
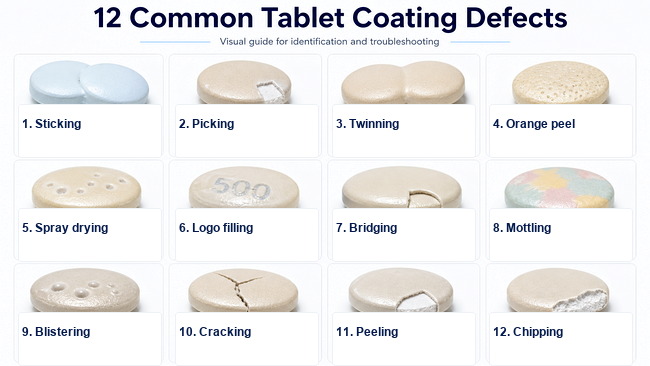
Le collage se produit lorsque les comprimés adhèrent entre eux ou à la cuve parce que le film humide reste collant trop longtemps. Vérifiez le débit de pulvérisation, la température du lit de comprimés, le flux d’air, l’extraction et la viscosité de la solution d’enrobage des comprimés. Réduire la pulvérisation peut aider, mais un mauvais séchage ou une formulation collante peuvent produire le même résultat.
L’arrachage est un dommage local du film. Un comprimé humide touche une autre surface et une partie de l’enrobage est retirée lors de la séparation. Il apparaît souvent autour des lettres, des lignes de sécabilité ou des logos. Inspectez le gaufrage, la poussière du noyau, le préchauffage et la phase initiale de pulvérisation.
Le jumelage signifie que deux comprimés restent attachés, généralement face à face ou le long d’un bord large. Les comprimés en forme de capsule, ovales ou très convexes sont plus vulnérables. Vérifiez la surhumidification, la vitesse de la cuve, la charge du lot, le mouvement des comprimés et la conception des déflecteurs. Augmenter uniquement la vitesse peut accroître les dommages sur les bords.
L’effet peau d’orange est un film rugueux et texturé. Les gouttelettes peuvent être trop grosses, trop visqueuses, mal atomisées ou partiellement sèches avant de s’étaler. Vérifiez la viscosité, la teneur en solides, la pression d’atomisation, la distance de la buse et la température du produit. [1]
Le séchage de pulvérisation se produit lorsque les gouttelettes perdent trop d’humidité avant d’atteindre ou de s’étaler sur les comprimés. Les particules sèches créent de la poussière, une rugosité, une faible adhérence ou des logos remplis. Une température d’entrée élevée, une atomisation excessive, un faible débit de pulvérisation, une longue distance de buse ou un flux d’air fort peuvent y contribuer.
Le remplissage des logos se produit lorsque des matériaux d’enrobage secs ou semi-secs s’accumulent dans les lettres, lignes de sécabilité ou détails en relief. Vérifiez le séchage de pulvérisation, la teneur en solides, l’accumulation d’enrobage, la profondeur du logo et la conception du comprimé. Une épaisseur de film excessive peut rendre le marquage moins lisible.
Le pontage est différent du remplissage des logos. Le film s’étire à travers une ligne de sécabilité ou un relief et forme un fin pont. Les causes probables incluent une mauvaise flexibilité du film, une épaisseur excessive, une plastification inadaptée, une faible adhérence ou une géométrie de comprimé difficile. [1]
La marbrure est une couleur inégale sur un même comprimé, tandis que la variation d’un comprimé à l’autre signifie une teinte incohérente dans le lot. Les causes incluent une mauvaise dispersion des pigments, une pulvérisation non uniforme, un mélange insuffisant ou la migration des colorants solubles pendant le séchage. Vérifiez l’agitation de la suspension, le débit de la buse, le chevauchement de pulvérisation, le remplissage de la cuve et le mouvement des comprimés.
Le cloquage apparaît comme un soulèvement local ou la formation de bulles du film s’éloignant du noyau. Il est souvent associé à une mauvaise adhérence, à de l’humidité piégée ou à un chauffage rapide. Examiner le préchauffage, la température du produit, le durcissement (curing), l’humidité du noyau et l’adhérence du film.
Le fissurage du film se produit lorsque le pelliculage du comprimé ne peut pas tolérer les contraintes dues au séchage, à la manipulation ou aux changements du noyau. Les causes possibles incluent un plastifiant insuffisant, un polymère cassant, une épaisseur de film excessive, un séchage rapide, une expansion du noyau ou des chocs. Noter si les fissures apparaissent immédiatement ou après stockage. [1]
Le décollement est la séparation d’une section plus large du film du comprimé. La poussière, un excès de lubrifiant de surface, une faible résistance du film, une mauvaise plastification, une surchauffe ou une érosion du noyau peuvent y contribuer. Un "dépoussiéreur de comprimés peut éliminer la poudre libre, mais il ne peut pas corriger une formulation inadaptée ou un noyau sur-lubrifié. [1][2]
Ces défauts impliquent tous une perte de matière. L’écaillage affecte les bords, les piqûres forment de petites dépressions et l’érosion de surface crée des zones d’usure plus larges. Vérifier la dureté du noyau, la friabilité, l’humidité, la vitesse de la cuve, le contact avec les déflecteurs, la taille de lot et le mouillage par pulvérisation. Les noyaux fragiles peuvent survivre à la décharge de la « presse à comprimés rotative » mais échouer sous les mouvements répétés dans la cuve d’enrobage.presse à comprimés rotative mais échouer sous les mouvements répétés dans la cuve d’enrobage.
Un processus stable commence par un noyau prêt pour l’enrobage. Dureté du comprimé doit être suffisante pour le chargement, le culbutage, la pulvérisation et la décharge, mais la dureté seule ne garantit pas le succès. Un comprimé peut être dur mais présenter des bords fragiles, des contraintes internes, une friabilité élevée ou une mauvaise adhérence de surface.
La porosité du noyau influence le mouillage. Les comprimés poreux peuvent absorber rapidement le liquide, tandis que les surfaces denses ou fortement lubrifiées peuvent résister à l’adhérence. Un excès de lubrifiant hydrophobe en surface peut affaiblir la liaison film-noyau. La forme compte également : une forte concavité, des lignes de sécabilité étroites, des logos à arêtes vives et des comprimés de forme capsule peuvent augmenter le jumelage, le pontage et le picking. [2]
Une compression constante des comprimés sur la presse à comprimés rotative aide à contrôler la dureté, l’épaisseur et l’état de surface. La poussière doit être éliminée avant l’enrobage des comprimés. Un dépoussiéreur de comprimés contribue à la propreté de la surface, mais il ne remplace pas une granulation correcte, la compression des comprimés ou la formulation du noyau.
Ne pas ajuster tous les paramètres en même temps. Commencer par les variables qui contrôlent le mouillage, l’évaporation et le mouvement des comprimés :
1. Température du produit
2. Débit de pulvérisation
3. Pression d’atomisation
4. Air de façonnage
5. Débit d’air d’entrée et d’extraction
6. Vitesse de la cuve
7. Distance et angle du pistolet
8. teneur en solides et viscosité de la solution d’enrobage des comprimés
| Paramètre | Trop faible | Trop élevé | Défauts souvent observés |
|---|---|---|---|
| Débit de pulvérisation | Formation lente ou mauvaise couverture | Surmouillage | Rugosité ou collage |
| Pression d’atomisation | Grosses gouttelettes | Séchage prématuré | Effet peau d’orange ou séchage par pulvérisation |
| Température du produit | Évaporation lente | Mauvaise répartition | Collage ou film rugueux |
| Vitesse de la cuve | Mélange insuffisant | Forte attrition | Variation de couleur ou écaillage |
| Débit d’air | Accumulation d’humidité | La surface sèche trop rapidement | Collage ou séchage par pulvérisation |
La température du produit décrit les comprimés plus directement que la simple température d’entrée. La dynamique de pulvérisation dépend également de la teneur en solides, de la viscosité, de l’air d’atomisation, de l’air de façonnage, de la distance du pistolet et de l’écoulement du procédé. Les changements de débit de pulvérisation, de débit d’air, d’humidité et de conditions de séchage peuvent modifier à la fois l’environnement du lit de comprimés et la probabilité de défauts d’enrobage. Modifier une variable majeure, laisser le procédé se stabiliser et enregistrer le résultat. [2]
On doit enquêter sur la machine lorsqu’un défaut suit un pistolet de pulvérisation, une zone d’air ou un schéma de fonctionnement répété. Les signes d’alerte incluent un débit inégal des pistolets, des buses obstruées, une vitesse de cuve instable, des lectures de température inexactes, un mauvais contrôle de l’extraction, un chevauchement de pulvérisation insuffisant ou des déflecteurs qui ne déplacent pas uniformément les comprimés.
Un système de suspension d’enrobage des comprimés adapté peut encore produire du mottage, de la rugosité ou du surmouillage si un pistolet délivre un débit ou un angle différent. Les résidus de nettoyage peuvent obstruer les buses, tandis qu’une gestion instable de l’air peut faire sortir la température du produit de la plage prévue. La maintenance doit inclure l’inspection des buses, l’étalonnage des capteurs, la vérification des débits d’air et la confirmation de l’étanchéité de la cuve et du contrôle de pression négative.
Rich Packing intègre la R&D, la production et les ventes au sein d’un même système de fabrication. Son processus de production géré selon le 6S comprend des contrôles qualité couvrant l’approvisionnement en matières premières, la manipulation des composants, l’assemblage et les essais finaux de l’équipement, contribuant à maintenir la cohérence des fonctions critiques de la machine d’enrobage des comprimés, telles que l’entraînement de la cuve, la distribution de la pulvérisation, le contrôle du débit d’air et la surveillance de la température.

Les défauts d’enrobage des comprimés doivent être étudiés à travers le noyau, la formulation d’enrobage des comprimés, les conditions de pulvérisation et de séchage, et la configuration de la machine. Le collage, le jumelage, l’effet peau d’orange, la fissuration, le décollement et les variations de couleur peuvent sembler différents, mais plusieurs peuvent partager le même déséquilibre entre le mouillage, l’évaporation, l’adhérence et le mouvement des comprimés.
Une investigation pratique commence par le défaut visible, examine le groupe de causes racines le plus probable et modifie une seule variable majeure à la fois. La qualité stable des comprimés enrobés dépend de noyaux prêts pour l’enrobage, d’une formulation adaptée, de paramètres contrôlés et d’une machine d’enrobage des comprimés qui assure une pulvérisation, un flux d’air et un mouvement des comprimés reproductibles.
Les défauts courants incluent le collage, le picking, le jumelage, l’aspect peau d’orange, le séchage par pulvérisation, le remplissage des logos, les ponts, le mouchetage, le cloquage, la fissuration, le décollement et l’érosion des bords ou de la surface.
Les causes fréquentes sont un débit de pulvérisation excessif, une faible température du produit, une circulation d’air insuffisante, une mauvaise extraction ou une formulation qui reste collante trop longtemps.
L’aspect peau d’orange résulte généralement d’un mauvais étalement des gouttelettes. Une viscosité élevée, une atomisation insuffisante, de grosses gouttelettes, une grande distance de pulvérisation ou un séchage rapide de la surface peuvent créer cette texture rugueuse.
Vérifier la forme des comprimés, le surmouillage, la vitesse de la cuve, la charge du lot et la conception des chicanes. Les comprimés ovales ou en forme de capsule peuvent nécessiter un mouvement qui sépare plus efficacement les surfaces planes.
L’adhérence signifie que les comprimés collent entre eux ou à l’équipement. Le picking se produit lorsqu’ils se séparent et arrachent une partie du film de pelliculage ou de la surface du comprimé.
Oui. Des noyaux fragiles, friables ou sous contrainte peuvent s’écailler, s’éroder, se fissurer ou se délaminer. Il faut examiner la dureté avec la friabilité, la résistance des bords, l’humidité et la régularité de la compression des comprimés.
Commencez par la température du produit, le débit de pulvérisation, l’atomisation, le flux d’air, la vitesse de la cuve et la position des pistolets. Modifiez une variable majeure à la fois et consignez le résultat.
Non. L’équipement améliore le contrôle de la pulvérisation, le flux d’air, le mélange et la reproductibilité, mais les défauts peuvent aussi provenir de la conception du noyau, de la formulation, de l’humidité, du niveau de lubrifiant ou des propriétés du liquide de pelliculage.
1. Zaid, A. N. et al. Revue complète sur le pelliculage filmogène pharmaceutique. National Library of Medicine — PMC source ouvertehttps://pmc.ncbi.nlm.nih.gov/articles/PMC7605601/
2. Porter, S. C. Comment prévenir les problèmes de pelliculage des comprimés. Pharmaceutical Technology. Lire l’article source ouvertehttps://www.pharmtech.com/view/how-prevent-tablet-coating-problems

E-mail : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge