












 Domicile
Domicile Des produits
Des produits







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

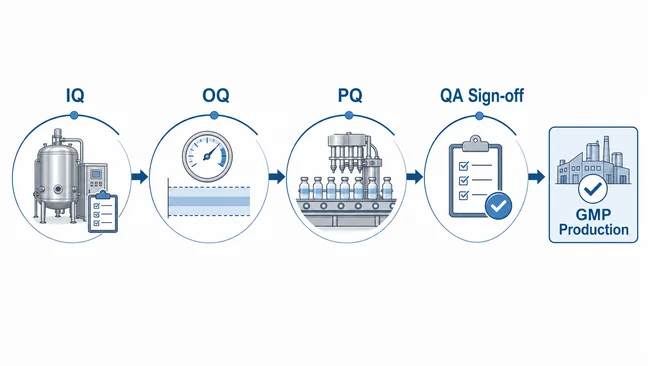
La validation IQ OQ PQ fournit aux équipes pharmaceutiques des preuves documentées que l'équipement est correctement installé, fonctionne dans des limites définies et performe de manière constante dans des conditions de production réelles. Dans la qualification des équipements pharmaceutiques, ces preuves sont essentielles avant qu'une machine ne soit mise en service pour production GMP, avant qu'une nouvelle ligne de conditionnement ne commence la production de lots, et avant que le QA n'approuve un équipement pouvant affecter la qualité du produit, la traçabilité ou la libération des lots.
Les trois étapes ont des fonctions différentes. L'IQ confirme que l'équipement est installé conformément aux spécifications. L'OQ confirme que la machine fonctionne dans toute sa plage de fonctionnement prévue. Le PQ confirme que l'équipement fonctionne de manière fiable avec le produit réel, les matériaux d'emballage réels, des opérateurs formés et des procédures approuvées.
Cette séquence s'applique à machine à remplir les capsules, presse à comprimés, machine de conditionnement en blisters, machine de comptage de comprimés et capsules, machine à cartonner, machine de scellage par induction, système d'étiquetage, unité d'inspection et autres équipements de production ou de conditionnement. Les détails varient selon le type de machine, mais la logique de qualification reste la même : prouver que l'équipement est adapté à l'usage prévu et documenter cette preuve de manière suffisamment claire pour la production, le QA, l'ingénierie et les audits.

En pharmacie, la qualification est le processus documenté qui montre que les équipements, utilités, systèmes ou installations sont adaptés à l'usage prévu. La validation IQ OQ PQ s'inscrit dans ce cycle plus large de qualification et validation. Elle ne remplace pas la validation des procédés, la validation du nettoyage, la maintenance préventive, les dossiers de lots ou les contrôles GMP quotidiens. Elle crée les preuves d'équipement sur lesquelles ces contrôles ultérieurs dépendent.
Un plan de qualification utile commence par une question : que doit faire cet équipement en production réelle ?
Une machine à remplir les capsules doit doser des poudres, granulés ou pellets dans les capsules dans des limites acceptables. Une presse à comprimés doit comprimer les comprimés avec la dureté, l'épaisseur, le poids et la vitesse de production requis. Une machine de conditionnement en blisters doit former les cavités, alimenter les produits, sceller le matériau de couverture, imprimer ou coder correctement et découper les cartes blister terminées. Une ligne de comptage doit séparer, compter, remplir, capsuler, sceller, étiqueter et rejeter les bouteilles avec précision. Une machine à cartonner doit ouvrir les cartons, insérer les produits et notices, fermer les cartons et maintenir la lisibilité des codes.
Parce que chaque machine présente des risques qualité différents, la qualification des équipements pharmaceutiques ne doit pas être copiée d'un projet à un autre. Les critères d'acceptation doivent correspondre au produit, au matériau d'emballage, au design de la machine, à l'objectif de production, aux points d'inspection et au niveau de risque GMP.
Le titre promet 7 contrôles critiques, donc la logique de qualification doit être claire dès le départ. Ces contrôles ne sont pas séparés de l'IQ, de l'OQ et du PQ. Ce sont les points pratiques qui doivent être couverts au cours des trois étapes de qualification.
|
Contrôle critique |
Étape principale |
Ce qu'il prouve |
|
1. Conformité entre l'utilisation prévue et l'URS |
Avant IQ / IQ |
La machine correspond aux exigences utilisateurs approuvées et à l'objectif de production |
|
2. Installation et utilités |
IQ |
La machine est correctement installée avec alimentation électrique, air, disposition et environnement adéquats |
|
3. Documentation et étalonnage |
IQ |
Manuels, plans, certificats et instruments étalonnés sont disponibles |
|
4. Sécurité, alarmes et interverrouillages |
OQ |
Les opérateurs et le flux de produit sont protégés par des fonctions de machine vérifiées |
|
5. Plage de fonctionnement et tests de challenge |
OQ |
L'équipement fonctionne aux vitesses, limites et paramètres de processus définis |
|
6. Qualité du produit et contrôle des rejets |
OQ / PQ |
Les emballages défectueux, comptages incorrects, articles manquants ou codes illisibles peuvent être détectés et rejetés |
|
7. Consistance en production réelle |
PQ |
L'équipement fonctionne de manière constante lors des cycles de production réels |
Ces 7 contrôles rendent la validation IQ OQ PQ pratique plutôt que théorique. Un certificat d'étalonnage manquant, une confirmation de rejet faible, un paramètre de scellage instable ou une alarme non testée peuvent provoquer un problème de lot par la suite. Pour les équipes QA et d'ingénierie, la valeur de la qualification des équipements n'est pas le nombre de pages dans le dossier. Elle réside dans le fait que le dossier prouve que la machine a été correctement installée, correctement testée et libérée avec des preuves défendables.
La Qualification d'Installation, ou IQ, prouve que l'équipement a été livré, installé, connecté et documenté selon les exigences approuvées. L'IQ est généralement complétée avant le début des tests opérationnels.
Pour les équipements pharmaceutiques, l'IQ doit d'abord confirmer les bases : modèle de machine, numéro de série, emplacement d'installation, utilités, disposition, connexion électrique, alimentation en air comprimé, protections de sécurité et exigences environnementales. Si l'équipement nécessite du vide, de l'eau glacée, une extraction de poussière, de l'air comprimé propre ou une connexion réseau, ces éléments doivent être vérifiés et enregistrés.
L'IQ couvre également la documentation. Cela inclut les manuels d'exploitation, manuels de maintenance, schémas électriques, diagrammes pneumatiques, listes de pièces de rechange, certificats de matériaux si pertinents, dossiers FAT ou SAT, certificats d'étalonnage et documents fournisseurs. Pour les équipements importés ou les lignes de conditionnement complexes, cette documentation est importante car les équipes d'ingénierie et QA ont besoin d'une référence fiable lors du dépannage, de la validation, de la formation des opérateurs ou pour répondre aux questions d'audit.
Par exemple, l'IQ d'une machine de conditionnement en blisters doit confirmer que les modules de formage, scellage, alimentation, codage, découpe et collecte des déchets sont installés selon la spécification. L'IQ d'une ligne de comptage doit confirmer que le démêleur de bouteilles, le compteur électronique, l'insert de déshydratant, la machine à capsuler, le scelleur par induction, la machine à étiqueter et le système de rejet sont correctement positionnés et connectés. L'IQ d'une machine à cartonner doit confirmer l'installation du magazine à cartons, le chemin d'alimentation des produits, le distributeur de notices, l'unité de codage, les protections, capteurs et zone de décharge.
Le but de l'IQ n'est pas de prouver la performance complète en production. Il prouve que l'équipement est physiquement et techniquement prêt pour les tests fonctionnels.
La Qualification Opérationnelle, ou OQ, prouve que l'équipement fonctionne comme prévu dans sa plage de fonctionnement approuvée. Si l'IQ répond à la question de savoir si la machine a été correctement installée, l'OQ répond à la question de savoir si la machine fonctionne correctement avant le début de la production réelle.
Pour la qualification des équipements pharmaceutiques, l'OQ doit tester les fonctions normales, les conditions limites, les alarmes, les interverrouillages, les contrôles et les réglages opérateurs. L'équipe ne doit pas seulement appuyer sur le bouton de démarrage et observer la machine fonctionner. Elle doit tester si l'équipement réagit correctement lorsque la vitesse change, que les capteurs détectent des conditions anormales, que les portes s'ouvrent, que les protections sont retirées, que la pression de l'air chute, que les points de rejet sont déclenchés ou que les paramètres atteignent les limites définies.
Sur une machine de conditionnement en blisters, l'OQ peut inclure la plage de température de formage, la pression de scellage, la température de scellage, l'alignement du film, la fonction de codage, la précision de coupe, la lisibilité du code de lot et la réponse de rejet. Sur une ligne de comptage de comprimés et capsules, l'OQ doit vérifier la réponse des capteurs de comptage, l'indexation des bouteilles, la logique « pas de bouteille pas de remplissage », la détection des bouchons, la réponse au scellage de l'aluminium, la position des étiquettes et la confirmation des rejets. Sur une machine à cartonner, l'OQ doit tester l'ouverture des cartons, l'alimentation des notices, la détection de présence des produits, la fermeture des cartons, le rejet des notices manquantes, la protection contre les surcharges et la réponse à l'arrêt d'urgence.
L'OQ est également l'étape où les réglages HMI et le contrôle d'accès deviennent importants. Si les opérateurs peuvent modifier librement la vitesse, la température, la quantité de comptage, les données de recette ou les réglages d'alarme sans contrôle, l'équipement peut créer un risque GMP après qualification. Des critères d'acceptation OQ solides sont mesurables. Un meilleur critère précise la plage de vitesse approuvée, la réponse des capteurs, l'état d'alarme, la précision du rejet, la tolérance de température, la plage de pression ou l'exigence de répétabilité.
La Qualification de Performance, ou PQ, prouve que l'équipement qualifié fonctionne de manière constante avec le produit réel, le matériau d'emballage réel, des opérateurs formés et des procédures approuvées. Le PQ est plus proche de la réalité de production que l'IQ ou l'OQ. Il doit montrer que l'équipement peut fournir un rendement acceptable dans des conditions de fonctionnement routinières.
Pour les équipements d’emballage, la PQ se concentre généralement sur la qualité du produit fini emballé et la répétabilité. L’équipe doit vérifier le nombre de produits, la précision du remplissage, l’intégrité des scellés des blisters, la lisibilité du codage, la fermeture des cartons, le positionnement des étiquettes, la précision des rejets, la stabilité de la vitesse de ligne, les schémas d’arrêts, et l’apparence finale du conditionnement. Les vérifications exactes dépendent de la machine et du produit.
Une PQ de machine de remplissage de gélules peut se concentrer sur la constance du poids des gélules, le verrouillage des gélules, les fuites de poudre, les gélules endommagées et le fonctionnement stable à la vitesse de production sélectionnée. Une PQ de presse à comprimés peut vérifier le poids des comprimés, la dureté, l’épaisseur, la friabilité, l’apparence et la stabilité de compression. Une PQ de machine d’emballage sous blister peut vérifier le formage des alvéoles, l’alimentation du produit, la qualité du scellage, la perforation, la découpe, le codage des lots et les résultats des tests d’étanchéité. Une PQ de ligne de comptage peut vérifier la précision du comptage des flacons, le serrage des bouchons, la qualité du scellage par induction, le positionnement des étiquettes et les enregistrements des flacons rejetés.
La PQ doit refléter la production de routine : matériau approuvé, personnel formé, réglages normaux de la ligne, documents de lot réels et durée de fonctionnement raisonnable. Si la machine ne fonctionne que lors d’une courte démonstration du fournisseur mais devient instable en fonctionnement continu, la qualification n’a pas répondu à la véritable question de production.
La validation IQ OQ PQ devient plus claire lorsqu’elle est appliquée à des machines réelles.
Pour une machine de remplissage de gélules, l’IQ vérifie l’installation, le raccordement au vide, l’air comprimé, l’outillage, les manuels, l’étalonnage et les protections de sécurité. L’OQ teste le mouvement de la station de dosage, les réglages de remplissage, la séparation des gélules, le verrouillage des gélules, les alarmes et la plage de vitesse. La PQ confirme que les gélules remplies répondent aux exigences de poids, d’apparence, de verrouillage et de régularité de production.

Le changement de format doit également être pris en compte dans la planification de la qualification. Les machines de remplissage de gélules Rich Packing utilisent une conception de tige de remplissage à changement rapide, avec un temps de changement de moule d’environ 15 minutes dans des conditions de fonctionnement appropriées. Lors de la validation IQ OQ PQ, l’objectif n’est pas seulement une plus grande rapidité "changement de format.
Pour une presse à comprimés, l’IQ vérifie l’installation, le raccordement électrique, la tourelle, les poinçons et matrices, les protections, les points de lubrification et la documentation. L’OQ teste la pré-compression, la compression principale, le contrôle de la force, la plage de vitesse, la fonction de rejet, l’arrêt d’urgence et la logique des alarmes. La PQ prouve que le poids, la dureté, l’épaisseur, la friabilité et l’apparence des comprimés restent dans les spécifications pendant la production.
Pour une machine d’emballage sous blister, l’IQ confirme que les modules de formage, de scellage, d’alimentation, de codage, de découpe et de déchets sont correctement installés. L’OQ teste la température, la pression, l’alignement, le codage, la réponse aux alarmes et la logique de rejet. La PQ prouve que les blisters finis répondent aux exigences d’intégrité de scellage, d’apparence, de codage, de découpe et de présence du produit. Sur les équipements de blister dotés de moules modulaires à tiroir, l’installation complète du moule peut être réduite à environ 10 minutes. La qualification doit néanmoins vérifier que le formage, le scellage, le codage, le découpage et l’alignement reviennent à des positions reproductibles après la réinstallation du moule.
Pour une ligne de comptage de comprimés et de gélules, l’IQ vérifie chaque unité connectée : débouteilleuse, compteur, inséreuse de dessiccant, capsuleuse, scelleuse par induction, étiqueteuse et station de rejet. L’OQ teste la manipulation des flacons, les capteurs de comptage, la logique sans flacon sans remplissage, la détection des bouchons, la réponse au scellage, le positionnement des étiquettes et le rejet. La PQ confirme la précision du comptage, la qualité des flacons scellés, la précision des étiquettes et la stabilité du rendement de la ligne.
Pour une encartonneuse, l’IQ vérifie le magasin de cartons, le système d’alimentation des produits, le système d’alimentation des notices, l’unité de codage, les capteurs, les protections et la zone de déchargement. L’OQ teste l’ouverture des cartons, le chargement des produits, l’insertion des notices, la fermeture des cartons, le rejet des produits manquants et les alarmes de la machine. Les équipements d’encartonnage Rich Packing peuvent gérer certains changements de taille de produit avec environ 3 à 5 principales pièces de changement, selon le format du carton et du produit. L’OQ doit néanmoins vérifier l’ouverture des cartons, l’insertion des notices, le chargement des produits, la fermeture des cartons et le rejet après chaque configuration de format approuvée.
La validation IQ OQ PQ n’est utile que lorsque les documents sont complets, traçables et faciles à examiner. Avant que l’assurance qualité n’approuve la qualification des équipements pharmaceutiques, le dossier doit montrer ce qui a été planifié, ce qui a été testé, ce qui a réussi, ce qui a échoué et comment les écarts ont été gérés.
Un dossier de qualification pratique comprend généralement le protocole approuvé, la spécification des exigences utilisateur, les documents du fournisseur, les enregistrements FAT ou SAT, les enregistrements d’installation, les certificats d’étalonnage, les données de test, les observations brutes, les rapports d’écart, les enregistrements de formation, les exigences de maintenance et le rapport de qualification final. Pour les équipements avec recettes, contrôles logiciels, pistes d’audit ou enregistrements électroniques, le contrôle d’accès et les vérifications d’intégrité des données doivent également être examinés.
Sur la base des 29 années d’expérience de Rich Packing dans les équipements d’emballage pharmaceutique et des travaux de mise en service à l’étranger, les retards de qualification proviennent souvent de petits écarts pratiques : conditions d’utilité différentes de la disposition approuvée, enregistrements d’étalonnage incomplets, alimentation instable, confirmation de rejet peu claire ou réglages opérateur non contrôlés. C’est pourquoi les enregistrements FAT/SAT, les manuels de machine, les listes de pièces de rechange, les contrôles de changement de format et la formation des opérateurs doivent être préparés avant que le dossier de qualification n’atteigne l’examen de l’assurance qualité.
L’assurance qualité doit accorder une attention particulière aux critères d’acceptation. Si les critères ont été modifiés après les essais, la raison doit être justifiée. Si un écart s’est produit, le rapport doit expliquer l’impact sur la qualité du produit et si un nouveau test était nécessaire. Si un test a été ignoré, le dossier doit expliquer pourquoi l’omission était acceptable.
Un dossier de qualification propre ne doit pas être volumineux pour le simple fait de l’être. Il doit être défendable.

L’IQ OQ PQ est un processus de qualification en trois étapes utilisé pour documenter que les équipements pharmaceutiques sont correctement installés, fonctionnent comme prévu et offrent des performances constantes dans des conditions de production réelles. L’IQ vérifie l’installation, l’OQ vérifie les fonctions et les limites de fonctionnement de la machine, et la PQ vérifie les performances de production réelles.
Pour la production pharmaceutique réglementée par les BPF, les équipements susceptibles d’affecter la qualité, la sécurité, la traçabilité ou la libération des lots doivent être qualifiés avant une utilisation de routine. L’étendue exacte de la qualification dépend de l’équipement, du risque produit, du marché réglementaire et de la politique de validation de l’entreprise.
La qualification des équipements prouve qu’une machine ou un système est adapté à son usage prévu. La validation des procédés prouve que le processus global produit de manière constante un produit conforme aux exigences de qualité prédéterminées. La qualification des équipements soutient généralement la validation des procédés, mais ne la remplace pas.
La FAT peut soutenir l’IQ ou l’OQ lorsque les tests sont pertinents, documentés et non affectés par le transport ou l’installation sur site. Cependant, les vérifications spécifiques au site telles que les utilités, l’agencement, les conditions environnementales, les connexions finales et les procédures opérationnelles locales doivent généralement encore être vérifiées sur site.
Le nombre de lots de PQ dépend de la procédure de l’entreprise, du risque produit, de la complexité de l’équipement et des exigences réglementaires. De nombreuses équipes utilisent plusieurs lots réussis pour démontrer la cohérence, mais les critères d’acceptation, le plan d’échantillonnage et la justification sont plus importants que la copie d’un nombre fixe sans évaluation des risques.
La validation IQ OQ PQ structure la qualification des équipements pharmaceutiques. L’IQ prouve que l’équipement est correctement installé. L’OQ prouve que les fonctions, alarmes, limites et contrôles fonctionnent comme prévu. La PQ prouve que la machine fonctionne de manière constante avec le produit réel et les procédures approuvées. Pour la production, l’assurance qualité et les équipes d’ingénierie, les dossiers de qualification les plus solides ne sont pas les plus volumineux. Ce sont ceux qui prouvent clairement que l’équipement est prêt pour la production BPF.

E-mail : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge