












 Domicile
Domicile Des produits
Des produits







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

Dans la production d’emballages pharmaceutiques, alimentaires et de produits chimiques du quotidien, les plis de thermoscellage des blisters sont l’un des problèmes de qualité les plus courants et les plus difficiles. De nombreux fabricants sont confrontés à des surfaces de scellage irrégulières, des plis obliques et des froissements irréguliers lors de la production à grande échelle de emballage blister de production. Ces plis subtils mais problématiques nuisent non seulement à l’apparence esthétique des produits finis, mais entraînent également une série de pertes pratiques en production. Pire encore, une qualité de scellage non conforme peut entraîner l’échec des inspections aux normes industrielles, affecter la conformité des produits et nuire à la crédibilité de la marque à long terme.
La plupart des machines d’emballage blister en PVC aluminium conventionnelles ne peuvent pas résoudre le problème des plis de manière fondamentale. Leurs performances mécaniques instables et leur conception structurelle obsolète rendent la production fortement dépendante du réglage manuel et de l’expérience des opérateurs qualifiés. La qualité de production fluctue fortement et il est difficile de maintenir des résultats de scellage sans plis de manière constante lors d’un fonctionnement continu à long terme.
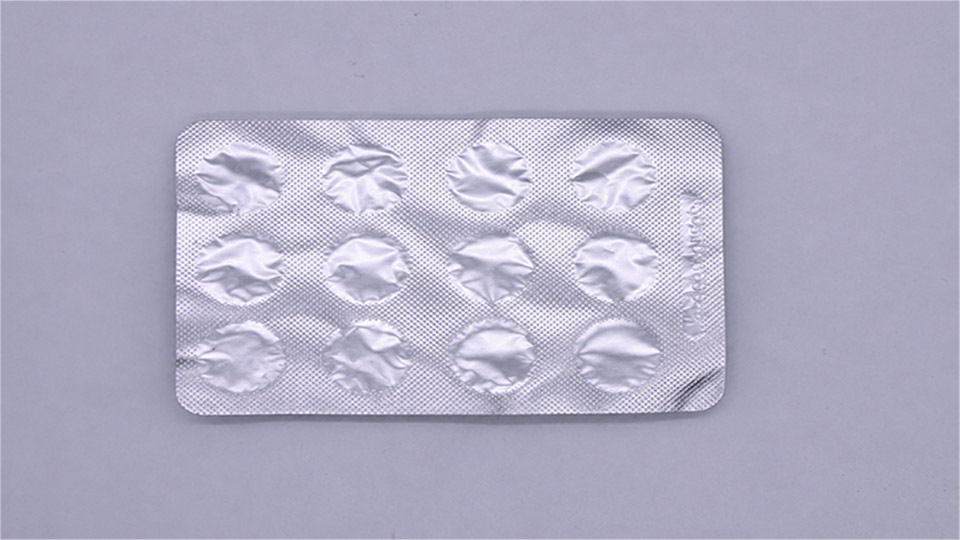 Plis de feuille d’aluminium
Plis de feuille d’aluminium
Pour éliminer fondamentalement les plis, il est essentiel de comprendre pourquoi ils apparaissent pendant le processus de thermoscellage. Les principales raisons sont résumées comme suit :
Les machines d’emballage blister de comprimés traditionnelles adoptent un chauffage à point unique ou des structures de chauffage par plaque simples sans calibration précise de la température par zone. Lors de la production continue à grande vitesse, la plaque de scellage subit d’importantes fluctuations de température, avec surchauffe locale ou chauffage insuffisant. Les différents matériaux d’emballage, notamment les feuilles d’aluminium médicales, le PVC rigide et les films barrière PVDC, possèdent des coefficients de dilatation thermique différents. Une répartition inégale de la chaleur entraîne des degrés de fusion et d’assouplissement incohérents sur la zone de scellage. Les zones surchauffées provoquent un retrait excessif du matériau, tandis que les zones insuffisamment chauffées ne se lient pas correctement, formant finalement des plis thermiques irréguliers et des bords de scellage ondulés.
Les stations de scellage des blisters traditionnelles ont du mal à appliquer une pression uniforme et équilibrée sur toute la surface de scellage. Une force de pression inégale entraîne une sur-extrusion partielle et une insuffisance de laminage lors du thermoscellage. Une pression mécanique instable provoque directement des plis d’extrusion, des textures de scellage peu nettes et des plis de pression irréversibles, qui ne peuvent pas être totalement éliminés par des réglages manuels répétés.
2.3 Tension instable de la feuille d’aluminium causée par la variation du diamètre de bobine
La feuille d’aluminium se caractérise par une densité élevée et un poids important, ce qui rend sa tension de déroulement extrêmement sensible aux variations du diamètre de la bobine. Pendant la production continue, le diamètre de la bobine d’aluminium diminue progressivement, entraînant des changements constants de la gravité de déroulement et de la résistance de traction. Les structures de tension fixes traditionnelles ne peuvent pas fournir de compensation de tension adaptative. La force de traction déséquilibrée entraîne une alternance de phases de serrage et de relâchement, provoquant un stress de surface inégal, une déviation de la feuille d’aluminium, des déformations de relâchement et des plis transversaux, qui sont les défauts de qualité les plus persistants dans la production de scellage aluminium-plastique.
Le PVC présente des taux de retrait et une résistance à la traction incohérents avant et après chauffage, ce qui constitue une caractéristique naturelle du matériau que les machines d’emballage blister de capsules traditionnelles ne parviennent pas à gérer. Équipées uniquement de moteurs à vitesse fixe sans correction électronique par induction ni traction servo segmentée, les machines d’emballage blister conventionnelles ne peuvent pas distinguer les besoins de tension du PVC chauffé et non chauffé. Un transport vertical instable et une tension pendulaire déséquilibrée entraînent une alimentation irrégulière, une déviation gauche-droite et des vibrations du matériau. Le PVC déplacé et relâché est fixé dans un état déformé après le thermopressage, formant des plis obliques réguliers, des affaissements de bord et des défauts de moulage irréguliers.
En réponse aux quatre principales causes des plis, la machine à blisters à plaques roulantes RQ-DPH-270MAX adopte quatre ensembles d’optimisations techniques professionnelles et éprouvées pour obtenir un thermoscellage sans plis.
Équipée d’un algorithme avancé de contrôle de température PID, notre station de chauffage adopte un mode de chauffage linéaire multi-zones afin d’offrir des performances de chauffage précises, stables et économes en énergie. Contrairement au chauffage à point unique traditionnel avec de fortes variations de température, la structure de chauffage linéaire multi-sections assure une répartition uniforme de la chaleur sur toute la plaque de scellage, avec une réponse rapide et un rendement thermique élevé tout en réduisant la consommation d’énergie.
La plaque chauffante adopte une structure modulaire réglable, qui peut s’adapter de manière flexible à des moules de différentes tailles et spécifications, offrant une forte compatibilité de production. En outre, la surface chauffante est recouverte d’un revêtement plat en Téflon de haute qualité, ce qui améliore considérablement l’efficacité de conduction thermique globale, garantit un ramollissement et une fusion homogènes des matériaux, et évite totalement les plis de déformation thermique et les bords ondulés causés par une surchauffe locale ou un chauffage inégal.
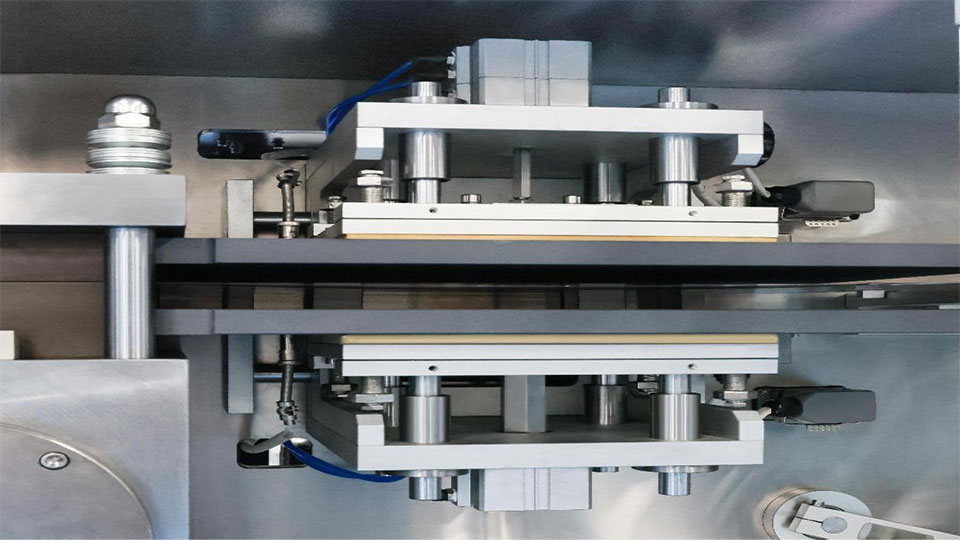
Système de chauffage PID
Contrairement aux machines d’emballage blister de comprimés traditionnelles qui reposent sur des réglages manuels complexes par vis et écrou pour le calibrage de la pression, notre machine d’emballage blister adopte une conception de réglage automatique de la pression par vérin pour la station de thermoscellage. Le vérin effectue automatiquement un réglage précis de la pression, simple, rapide et très efficace. Il évite les incohérences de pression et les erreurs humaines causées par les réglages manuels. Une pression de scellage équilibrée et stable garantit une texture nette et propre sans déformation ni plis, éliminant complètement les défauts de froissement liés à la pression et offrant des résultats de scellage plats et de haute qualité en production continue.
En raison de la densité élevée et du poids important de la feuille d’aluminium, la pression de déroulement et la tension varient fortement en fonction du diamètre restant de la bobine pendant la production. La variation de la taille de la bobine entraîne une force de traction instable, ce qui provoque facilement des écarts de tension et des plis permanents. Pour résoudre ce problème industriel, la machine d’emballage blister de scellage RQ-DPH-270MAX adopte un module de vérin avancé capable de produire une tension variable et adaptative continue. Le système compense automatiquement les différences de tension causées par les variations du diamètre de bobine, maintenant une pression de travail constante et équilibrée dans tous les scénarios d’exploitation. Il permet un réglage intelligent automatique de la tension de déroulement de la feuille d’aluminium, éliminant totalement le relâchement, la déviation de tension et la déformation thermique, et garantissant une alimentation sans plis et stable sur le long terme.
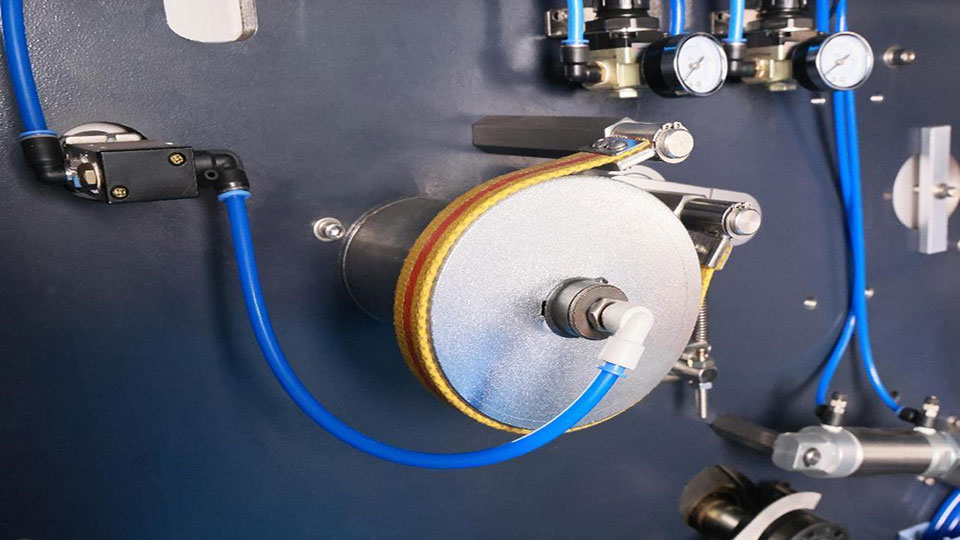
Contrôle de tension constant pour la station de feuille d’aluminium
Le matériau PVC présente des taux de retrait et une résistance à la traction différents avant et après chauffage, ce qui constitue la cause principale des déviations d’alimentation et des plis dans les machines de blister traditionnelles. Pour résoudre ce défaut structurel, notre machine d’emballage blister à grande vitesse est équipée d’un système professionnel de détection électronique et de correction automatique de l’alimentation. Pour les matériaux PVC non chauffés, le moteur d’alimentation fournit une puissance stable, tandis que le pendule de compensation de tension avec contrepoids assure un transport vertical à 90℃.
Cette structure maintient une tension constante et équilibrée pour les matériaux PVC bruts, gardant le matériau plat et évitant totalement les déformations et les plis de déviation avant chauffage. Pour les matériaux PVC chauffés dont les propriétés de retrait et de rigidité changent, des servomoteurs de haute précision sont utilisés pour une traction et un transport synchronisés. Cela permet une transmission et un formage stables, rapides et précis pour les matériaux présentant différentes caractéristiques de retrait thermique, éliminant efficacement les plis d’alimentation, les déviations de matériau et les défauts de formage irrégulier causés par des tensions incohérentes avant et après chauffage.
Les optimisations techniques de cette machine d’emballage blister automatique apportent des avantages économiques directs et importants aux usines d’emballage, vous aidant à améliorer la qualité de production et à réduire les coûts globaux.
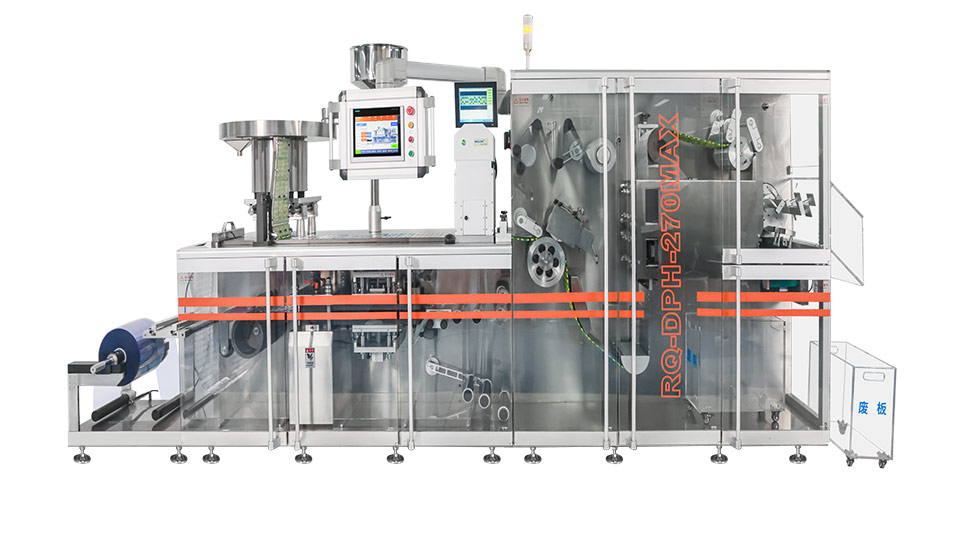 Machine à blisters à plaques roulantes RQ-DPH-270MAX
Machine à blisters à plaques roulantes RQ-DPH-270MAX
Soutenue par quatre technologies principales, dont un chauffage à température constante PID précis, une stabilisation automatique de la pression par vérin, une correction précise de la déviation du PVC et une évacuation efficace, cette machine d’emballage alu-PVC permet un scellage parfaitement plat sans bulles, plis ni déformations concaves-convexes. Les blisters finis présentent des bords uniformes et une texture nette, répondant pleinement aux normes médicales GMP, aux spécifications d’emballage haut de gamme pour les produits alimentaires et chimiques du quotidien, ainsi qu’aux exigences strictes des marques internationales. Elle améliore efficacement le niveau du produit et sa valeur sur le marché, contribuant à construire une image de marque haut de gamme.
Elle élimine complètement les défauts courants des machines de blister traditionnelles tels que les plis thermiques, les mauvais scellages et les déchets dus aux déviations de matériau, réduisant fortement le taux de produits défectueux et le gaspillage de matières premières. Grâce au réglage automatique de la pression, à la correction intelligente de l’alimentation et au contrôle de chauffage économe en énergie, la machine d’emballage de comprimés blister ne dépend plus de techniciens expérimentés pour les réglages et reprises manuelles, réduisant significativement les coûts de main-d’œuvre, de maintenance et de pertes de production, et diminuant les dépenses globales d’exploitation de l’usine sur le long terme.
La machine d’emballage de capsules blister prend en charge un fonctionnement continu à grande vitesse sans interruption avec un contrôle entièrement intelligent de la température, de la pression, de la tension et de l’évacuation.Elle évite les arrêts fréquents de production, les reprises et les blocages de ligne causés par une qualité de scellage instable. Tout en maintenant une production sans plis à 100 % et de haute qualité, elle assure une production continue et efficace, équilibrant vitesse et taux de qualification, et améliorant fortement l’efficacité d’expédition et la capacité de livraison des commandes.
Équipée d’une structure de chauffage modulaire réglable, d’une traction servo segmentée et d’un système de pression auto-adaptatif, la machine de blister pharmaceutique est compatible avec divers matériaux d’emballage tels que le PVC, le PET et la feuille d’aluminium, s’adaptant à différentes épaisseurs, spécifications et taux de retrait. Elle est largement utilisée pour l’emballage en blister de comprimés médicaux, de capsules et de produits chimiques du quotidien. Grâce à un changement rapide et flexible des paramètres, elle répond parfaitement aux exigences de production diversifiées et flexibles des usines modernes.
 Emballage blister de capsules et de comprimés mous
Emballage blister de capsules et de comprimés mous
Les plis de scellage ne sont plus un défaut industriel inévitable. La plupart des problèmes de plis dans les blisters sont causés par une conception obsolète des équipements plutôt que par une mauvaise utilisation manuelle. En optimisant le contrôle de température, l’équilibre de pression, la stabilité de la tension et l’efficacité de l’évacuation de l’air, notre machine professionnelle de blister aluminium-plastique résout complètement le problème central des plis de thermoscellage, aidant les fabricants à atteindre une production automatisée normalisée, stable et de haute qualité.
Si vous êtes confronté à des problèmes de plis de scellage de blisters, de taux de défaut élevé et de qualité de production instable, contactez-nous pour des tests d’échantillons gratuits, une personnalisation des paramètres et une inspection en usine. Nous proposons des solutions complètes d’emballage blister professionnelles adaptées à vos besoins de production.

E-mail : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge