
Les emballages individuels sont omniprésents : café, poudres d’électrolytes, collagène, probiotiques, sauces, échantillons de shampoing et de nombreux produits nutraceutiques et pharmaceutiques. Cependant, les termes « sachet », « pochette » et « stick pack » sont souvent utilisés de manière imprécise, si bien que les équipes choisissent souvent un format en fonction de son apparence et ne découvrent les contraintes qu’après coup : fuites, froissement, instabilité du poids des portions ou objectifs de production impossibles à atteindre sans ajustements constants de la ligne de production. Cet article clarifie les différences et vous propose une méthode pratique pour choisir un format adapté à une production réelle.
Un point de départ utile est celui des emballages souples : des emballages fabriqués à partir de matériaux flexibles (souvent du papier, du film plastique, du papier aluminium ou une combinaison de ces matériaux) qui peuvent se déformer une fois remplis, et qui comprennent généralement les sacs, les sachets, les films en rouleau, les emballages d'emballage et autres formats similaires. Dans cette catégorie, les trois termes mentionnés dans ce titre n'ont pas la même signification.
L’emballage en sachet s’apparente davantage à un cas d’utilisation : il s’agit de petits conditionnements, généralement unidoses, plats, faciles à déchirer et simples à distribuer en cartons ou présentoirs. Un sachet peut être à trois, quatre ou trois soudures, selon sa forme et son système de fermeture. L’emballage en sachet souple est plus diversifié : il peut s’agir de sachets plats, de sachets à fond plat, de sachets à fermeture zip, de sachets à bec verseur, et de nombreuses autres structures, souvent choisies pour des volumes plus importants, une meilleure visibilité en rayon et une distribution ou une refermeture plus aisée.
Un stick pack est un emballage spécifique, étroit et allongé, généralement un type de sachet, conçu pour être transporté et dosé avec précision. Dans le langage courant, de nombreuses équipes utilisent le terme « sachet » pour désigner tous les petits emballages individuels ; on entend donc souvent parler de stick packs comme de sachets.

emballage en sachet
La plupart des débats s'éclaircissent lorsqu'on s'intéresse au comportement du produit au moment du remplissage et du scellage. Poudres, liquides et granulés présentent des risques très différents.
Le format des poudres est souvent déterminant. Les poudres fines peuvent être poussiéreuses, sujettes à l'électricité statique, hygroscopiques ou sujettes à l'agglomération, ce qui affecte la stabilité du dosage et la propreté du scellage. Le sachet plat est une option simple et courante pour les poudres lorsqu'elles sont versées dans une tasse ou mélangées directement. Les sticks sont intéressants lorsque l'utilisateur a besoin d'un versement précis dans un goulot étroit ou lorsque la marque souhaite proposer un rituel haut de gamme pour une dose unique. Pour une utilisation multiple, les sachets individuels sont souvent privilégiés car un seul sachet plus grand peut remplacer plusieurs doses individuelles.
Les liquides et les gels sont généralement sujets à la contamination au niveau du scellage. Un sirop collant, un sérum cosmétique ou un liquide moussant peuvent s'infiltrer dans la zone de scellage et créer des microcanaux qui, bien qu'apparemment étanches, laissent passer l'air après le transport. Les liquides peuvent néanmoins bien s'écouler dans des sachets ou des sticks, mais le format doit être choisi en fonction de la méthode de remplissage (type de pompe, système anti-goutte) et du type de scellage, afin de garantir une bonne tolérance au comportement réel du produit. Pour les volumes plus importants ou si l'utilisateur souhaite une distribution plus propre, les sachets à ouverture optimisée, voire les poches à bec verseur, permettent de réduire les réclamations et les risques de fuite.
Les granulés peuvent sembler faciles à manipuler, mais ils entraînent souvent des défauts « cachés » : rebond dans la zone de scellage, ségrégation dans la trémie ou écaillage produisant des fines particules semblables à de la poudre. Si l’intégrité des granulés est impérative, privilégiez un format et un procédé qui maintiennent la zone de scellage propre et un remplissage en douceur, même si cela implique une consommation de matière légèrement supérieure.
Deux formats peuvent protéger un produit aussi efficacement l'un que l'autre tout en offrant une expérience totalement différente au consommateur. Les sachets individuels sont idéaux lorsque le dosage précis et la précision du versement sont essentiels : compléments alimentaires à verser dans une bouteille, préparations pour boissons à emporter ou programmes d'échantillons où la praticité est primordiale. Leur aspect « haut de gamme » est également dû à leur forme allongée et étroite, qui évoque un dosage précis plutôt qu'un simple petit sachet.
Les sachets plats sont populaires car ils sont familiers, faciles à assembler et adaptés à l'impression. Les sachets souples offrent une expérience utilisateur différente : ils sont souvent choisis pour le stockage et la distribution, et pas seulement pour une utilisation ponctuelle. Si vous recherchez un emballage percutant en rayon, pratique à refermer ou proposant des portions plus importantes, le sachet souple est généralement le choix le plus naturel.
De nombreux problèmes de performance sont en réalité des problèmes d'étanchéité. Les structures courantes dont il sera question sont : Joint à 3 côtés, joint à 4 côtés , et joint arrière Il existe différents types de sachets. En termes simples, les sachets à trois soudures latérales ont trois bords soudés et un bord utilisé pour le remplissage avant la soudure finale ; les sachets à quatre soudures latérales sont soudés sur les quatre côtés ; les sachets à soudure arrière ont une soudure longitudinale au dos.
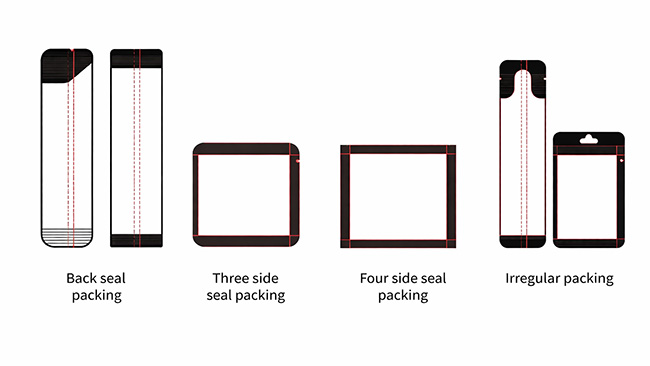
Au lieu de mémoriser des définitions, pensez en termes de résultats. La structure du scellage influe sur la tolérance de la zone de remplissage (la facilité avec laquelle le produit peut pénétrer dans la zone de scellage), sur la facilité d'ouverture et de versement de l'emballage, ainsi que sur sa sensibilité aux plis à grande vitesse. C'est pourquoi le choix du format ne se limite pas à l'image de marque : le type de scellage modifie le profil des défauts et la plage de fonctionnement optimale.
Le choix du film est un point de convergence entre durée de conservation et facilité de fabrication. Les emballages souples sont souvent multicouches, ce qui permet de combiner imprimabilité, rigidité, performance barrière et une couche de scellage fiable. Pour un large choix de formats, deux critères pratiques priment sur une longue liste de résines.
Premièrement, les performances de barrière peuvent varier en fonction de l'humidité. L'EVOH est largement utilisé comme barrière à l'oxygène, mais il est hygroscopique et perd une grande partie de son efficacité lorsqu'il est humide, sauf s'il est protégé par une structure multicouche. Si votre produit ou votre chaîne d'approvisionnement est exposé à l'humidité, les spécifications relatives à la barrière doivent être interprétées en fonction de l'environnement réel, et non uniquement dans des conditions idéales.
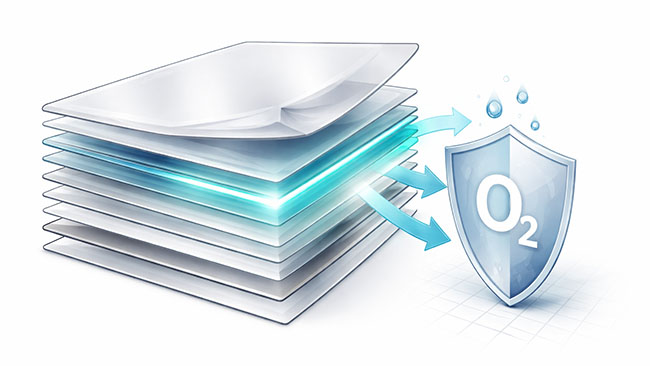
structure de film multicouche
Deuxièmement, la rigidité et le frottement du film influent sur la manipulation de la bande. Les formats étroits, notamment les sachets bâtonnets, présentent plus rapidement des problèmes de suivi et de froissement, car leur largeur réduite limite l'absorption des petites variations de tension. Un film adapté à un sachet plus large peut s'avérer trop souple ou trop adhérent pour les sachets étroits à grande vitesse, ce qui impose un meilleur contrôle du guidage et du repérage de la bande, ou le choix d'une structure de film plus appropriée.
La plupart des emballages en sachets individuels et en sticks sont fabriqués sur une machine d'emballage de sachets Le procédé utilise un film en rouleau : formé, rempli, scellé, puis découpé selon un cycle répétitif. Dans les systèmes verticaux de formage/remplissage/scellage, le film est étiré sur une collerette de formage pour former un tube, le produit est inséré, les soudures sont réalisées et le tube est découpé en emballages individuels ; généralement, la soudure supérieure d’un emballage devient la soudure inférieure du suivant.
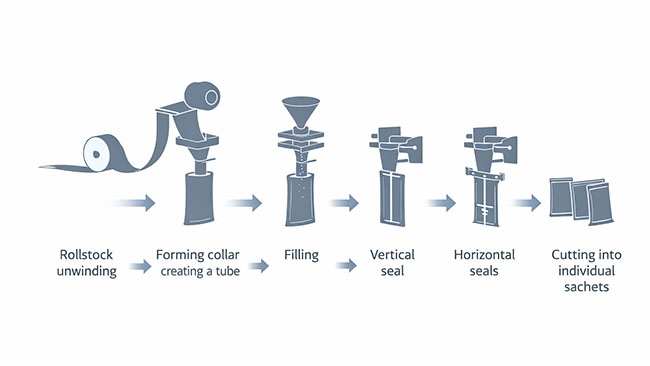
Diagramme étape par étape du processus de remplissage et de scellage vertical
Pour choisir un format, concentrez-vous sur les exigences de chaque étape. La gestion de la bande assure la stabilité (tension, suivi, repérage). Le remplissage doit éviter tout contact du produit avec la zone de scellage (notamment les poudres et les liquides collants). Le scellage doit s'effectuer dans une plage de thermoscellage fiable pour votre film, avec une pression et un temps de maintien adéquats. La découpe et le repérage doivent rester synchronisés pour éviter de découper trop près des scellages ou de désaligner les graphismes. Lorsque vous imprimez sur plusieurs voies, vous multipliez ces contrôles, ce qui est un atout, mais rend la marge d'erreur plus faible en cas de décalage d'une voie.
Les sachets suivent une logique légèrement différente et, en pratique, ils sont fabriqués de deux manières principales. Les emballages en sachet peuvent être produits de deux manières courantes. Pour les sachets préfabriqués (souvent fabriqués sur une machine), machine d'emballage de sachets préfabriqués La ligne de production sélectionne généralement un sachet fini, l'ouvre, le remplit et le scelle. Ce procédé est courant pour les sachets à fond plat, les sachets à fermeture zip et les sachets à bec verseur, car leurs caractéristiques sont déjà intégrées. Pour les sachets formés-remplis-scellés, la machine forme le sachet à partir d'un rouleau de film, puis le remplit et le scelle en ligne. Comparés aux sachets individuels et aux sticks, les sachets nécessitent des manipulations supplémentaires (sélection, ouverture, maintien et parfois intégrité de la fermeture éclair/du bec verseur). La fiabilité dépend donc souvent davantage de la maîtrise de la manipulation des sachets et de la régularité de leur ajustement et de la fermeture éclair que du simple suivi de la bande.
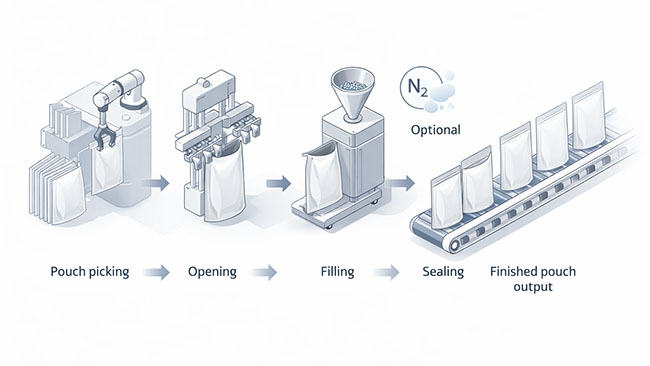
Diagramme de flux de travail de la machine d'emballage de sachets préfabriqués
Le coût unitaire du film ne représente qu'une partie du coût total. Sur les lignes de production, les postes de dépenses les plus importants sont les déchets, les temps d'arrêt et les retouches. Les sachets s'empilent et s'expédient facilement et s'intègrent aisément aux emballages secondaires. Les sticks permettent une utilisation optimale de la matière par portion et améliorent l'expérience utilisateur, mais leur production à haut rendement exige une manipulation plus rigoureuse de la bande et une uniformité de scellage accrue. Les sachets individuels consomment souvent plus de matière par unité, mais peuvent réduire le nombre total d'opérations d'emballage si un sachet multi-portions remplace plusieurs sachets individuels, et améliorer la satisfaction du consommateur grâce à la possibilité de refermer et de distribuer le produit.
En résumé, les sachets individuels et les sticks privilégient la praticité et le contrôle des portions ; les sachets souples sont plus adaptés au stockage, à la présentation et à la distribution. Le meilleur choix est celui qui minimise les risques de défauts de votre produit au niveau de production visé.
Si le rendement est le facteur déterminant, la question est de savoir s'il faut accélérer une seule voie ou multiplier les voies pour obtenir une capacité de service par minute stable.
Les emballages multi-voies sont particulièrement adaptés aux entreprises dont la production repose sur un volume important de portions par minute : préparations pour boissons, poudres de compléments alimentaires, probiotiques, édulcorants et autres produits similaires vendus en grande quantité. Les voies parallèles permettent de multiplier le rendement sans imposer une vitesse instable à une seule voie. La condition essentielle à leur succès est l’uniformité : chaque voie doit doser, sceller et rester alignée de manière constante.
À Emballage riche Les projets de conditionnement en stick qui se déroulent le mieux sont ceux où les dimensions de l'emballage, le débit cible (portions/min), le comportement du produit (fluidité, poussière, viscosité) et la structure du film sont définis dès le départ, puis la stabilité du scellage et du dosage est prouvée à un rythme proche de la production en série avant le choix des outils et le nombre de lignes de production. Cette approche permet de conserver les avantages du conditionnement en stick — rapidité et expérience utilisateur — sans les taux de défauts évitables.
|
Dimension |
Sachet (portion individuelle plate) |
Emballage en stick (sachet étroit) |
Pochette (formats plus larges) |
|
Idéal pour |
Poudres, échantillons et condiments en portions individuelles |
Poudres à portion individuelle ; dosage contrôlé ; dosage nomade |
Portions multiples ; présence en rayon ; besoins de fermeture/bec verseur |
|
moment d'utilisation typique |
Déchirer et verser |
Déchirer et verser avec précision |
Verser/remplir/distribuer ; refermer |
|
Options d'étanchéité |
3 côtés, 4 côtés, joint arrière |
Souvent des styles à joint arrière ou à plat étroit |
Plat, vertical, fermeture éclair, bec verseur, à soufflet |
|
potentiel de vitesse |
Élevée (selon la conception) |
Très haut niveau avec plusieurs voies, mais exigeant |
Cela varie considérablement selon le type de poche. |
|
défauts courants |
Fuites d'étanchéité, plis, dérive du remplissage |
Rides, dérive d'immatriculation, écarts entre les voies |
Fuites liées à la manipulation/au montage, défauts d'ouverture |
|
Points de vigilance de la sélection |
Maintenez la zone de scellage propre ; choisissez judicieusement le film. |
Manipulation de la bande + scellage uniforme sur toutes les voies |
La méthode de remplissage/maintien/ouverture est prédominante. |
Pour une solution individuelle familière et largement compatible, le conditionnement en sachet est généralement le point de départ. Il est ensuite possible d'affiner le type de scellage et le film en fonction des besoins de conservation et des risques de défauts. Si votre produit est une poudre pour laquelle un dosage précis et la facilité de transport sont essentiels, les sticks offrent souvent une meilleure expérience utilisateur, et la production multi-voies est la solution la plus propre pour un rendement élevé, à condition d'assurer une stabilité entre les voies. Si le produit est destiné à plusieurs portions, nécessite une refermeture ou bénéficie d'une meilleure visibilité en rayon et d'une distribution plus aisée, le conditionnement en sachet est généralement préférable, même si la quantité de matériau par unité est plus élevée.
Choisissez le format qui réduit le risque de défaillance le plus important : les poudres exigent un dosage stable et des joints propres, les liquides un contrôle de la contamination et les granulés un remplissage délicat et régulier. Lorsque ces principes fondamentaux sont respectés, le choix du format devient simple et non coûteux.
Dans la plupart des applications industrielles, oui : les sachets individuels en stick ont la forme d’un sachet étroit et allongé. Les principales différences résident dans leur géométrie et les exigences plus strictes qu’elle impose en matière de traitement de la bande et d’uniformité d’une voie à l’autre à haute vitesse.
Pas exactement. Le terme « sachet » désigne généralement un petit emballage plat individuel. Le terme « pochette » est plus général et inclut des formats plats ou à fond plat, avec fermeture à glissière, à bec verseur, et de nombreux formats multi-portions.
Les sachets ou les emballages adhésifs sont souvent efficaces, mais la structure du film est déterminante. Si des couches barrières à l'oxygène comme l'EVOH sont utilisées, elles sont généralement protégées par des structures multicouches, car l'exposition à l'humidité peut réduire leurs performances.
Les causes courantes incluent la contamination du produit dans la zone de scellage (poudres poussiéreuses, liquides collants), une fenêtre de scellage trop étroite pour le film choisi ou une pression/température/temps de maintien instable à la vitesse de fonctionnement.
Les plis proviennent généralement d'une tension instable, d'un mauvais alignement, d'une friction irrégulière ou de structures de film trop souples pour la vitesse cible — des effets qui apparaissent plus rapidement dans les paquets de bâtonnets étroits.
Lorsque le volume est suffisamment élevé pour nécessiter un plus grand nombre de portions par minute sans déséquilibrer une seule voie, et que votre produit/film est suffisamment homogène pour alimenter plusieurs voies avec un dosage et un scellage uniformes. machine d'emballage de bâtonnets multivoies est le choix idéal.
https://www.flexpack.org/industry-overview
2. PMMI ProSource : aperçu du processus vertical de formage/remplissage/scellage (formage du collier → tube → remplissage → scellage → découpe ; le scellage supérieur devient le fond du suivant).
3. Makwell : comparaison des structures de sachets à 3 soudures latérales, à 4 soudures latérales et à soudure arrière.
https://makwell.com/comparing-3-side-4-side-and-back-seal-pouch/

E-mail : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge 












 Domicile
Domicile Des produits
Des produits






