
Un comprimé bicouche combine deux formulations préparées séparément en une seule unité de dosage. Les deux couches peuvent contenir des principes actifs différents, suivre des profils de libération différents ou maintenir les ingrédients séparés lorsque le contact direct créerait des problèmes de stabilité ou de traitement. Le comprimé fini doit néanmoins se comporter comme un seul produit pendant la compression, l’éjection, l’enrobage, le conditionnement, le transport et le stockage.
Cette exigence rend la fabrication des comprimés bicouches plus exigeante que la compression ordinaire en monocouche. Chaque formulation possède sa propre aptitude à l’écoulement, sa densité, son niveau d’humidité, sa réponse à la lubrification et son comportement à la déformation. La première couche doit être suffisamment compacte pour rester stable avant la deuxième étape de remplissage, mais pas au point que la deuxième couche ne puisse pas former une interface solide. Les erreurs de masse de couche, le report de poudre, le clivage et la délamination commencent souvent à ce stade.

Les recherches sur les comprimés bicouches montrent que les propriétés des matériaux, la compression de la première couche, la compression finale et la rugosité de l’interface influencent toutes la résistance mécanique. Les réglages corrects proviennent donc d’un développement spécifique au produit et d’un travail de changement d’échelle plutôt que d’une formule universelle de pression. (PubMed)
Un comprimé bicouche contient exactement deux couches formées à partir de mélanges séparés. Le premier mélange entre dans la matrice et reçoit une compaction contrôlée. Le deuxième mélange est ensuite ajouté, et la compression finale assemble les deux couches en un seul comprimé.
Un comprimé multicouche est la catégorie plus large des comprimés contenant deux couches ou plus. Un comprimé tricouche en contient trois. Les couleurs des couches sont facultatives : la couleur peut faciliter l’inspection de l’interface, mais la structure est définie par des formulations séparées et un remplissage séquentiel.
|
Caractéristique |
Comprimé monocouche |
Comprimé bicouche |
|
Alimentations de formulation |
Généralement une seule |
Deux alimentations séparées |
|
Séquence de remplissage |
Une étape |
Deux étapes contrôlées |
|
Séquence de compression |
Compression principale |
Compaction de la première couche et compression finale |
|
Contrôle du poids |
Poids total du comprimé |
Poids de chaque couche et poids total du comprimé |
|
Risques supplémentaires |
Défauts généraux des comprimés |
Séparation des couches, contamination croisée, variation du poids des couches |
Les comprimés bicouches sont choisis lorsqu’un seul mélange homogène ne peut pas fournir la conception de produit requise.
Une utilisation courante consiste à combiner une libération immédiate et une libération prolongée. La première couche fournit une dose initiale, tandis que la seconde utilise des excipients contrôlant la libération pour maintenir l’administration sur une période plus longue. Le comportement de libération provient de la formulation de chaque couche, et non de la différence de couleur.
Une autre utilisation consiste à combiner deux principes actifs dans une seule unité de dosage. Des couches séparées permettent à chaque ingrédient d’utiliser des liants, des désintégrants, des lubrifiants ou des méthodes de granulation adaptés. La conception peut également réduire le contact direct entre des matériaux qui ne devraient pas rester complètement mélangés pendant le stockage, bien que des études de stabilité soient toujours nécessaires car la limite entre les couches n’est pas une barrière parfaite.
Les poids des couches n’ont pas besoin d’être égaux. Une conception 50:50 est plus facile à visualiser, mais les produits commerciaux peuvent utiliser une couche primaire épaisse et une couche secondaire mince. Les couches minces sont plus difficiles à contrôler car une petite erreur absolue représente un pourcentage plus important du poids cible.
La fabrication des comprimés bicouches commence par deux formulations préparées indépendamment. Chaque mélange peut suivre une compression directe, une granulation humide ou une granulation sèche selon ses propres propriétés. Le séchage, le broyage, le tamisage et la lubrification sont également réalisés séparément.
Avant la compression, les équipes de développement comparent la distribution granulométrique, la densité apparente, l’aptitude à l’écoulement, l’humidité, la compressibilité, la récupération élastique et la concentration en lubrifiant. Un mélange qui produit un comprimé monocouche solide ne crée pas automatiquement une interface solide lorsqu’il est associé à un autre matériau.
Le premier dispositif d’alimentation fournit la formulation initiale dans la matrice. La position du poinçon inférieur détermine le volume disponible, tandis que le niveau de poudre, la vitesse d’alimentation et la densité apparente influencent le poids réel.
Le contrôle de la première couche est important car le poids total du comprimé peut masquer une erreur. La première couche peut être légère tandis que la seconde est lourde, laissant le comprimé final proche de sa cible même si les doses individuelles sont incorrectes.
La première couche reçoit une compaction contrôlée avant que la matrice n’atteigne le deuxième dispositif d’alimentation. Cette étape stabilise la surface et réduit les perturbations pendant l’étape de remplissage suivante.
Une compaction insuffisante peut permettre le mélange des poudres, le déplacement de la surface et une limite floue. Une compaction excessive peut créer une surface dense et lisse offrant moins de possibilités aux particules de la deuxième couche de s’imbriquer.
Les recherches ont montré qu’une compression plus élevée de la première couche peut réduire la résistance de l’interface dans certaines formulations. Le réglage doit donc être établi par des essais plutôt que copié d’un autre produit.
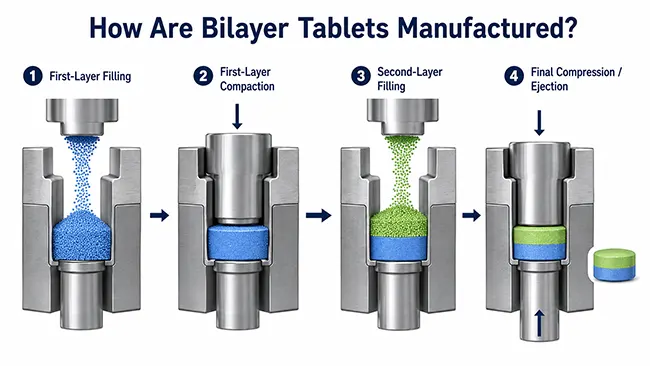
Le poinçon inférieur crée un espace au-dessus de la première couche, et le deuxième dispositif d’alimentation ajoute la formulation suivante. L’état du racleur, la propreté de la table de matrice, l’étanchéité du dispositif d’alimentation et l’extraction des poussières influencent tous le maintien de la propreté et du remplissage précis de la deuxième couche.
La compression finale accomplit trois tâches : elle compacte la deuxième couche, consolide davantage la première et forme l’interface entre les deux. La force principale, le temps de maintien, la vitesse de la tourelle, la forme du poinçon et la déformation du matériau influencent tous le résultat.
Après la compression, le poinçon inférieur soulève le comprimé pour l’éjection. Les comprimés passent normalement par un dépoussiéreur de compriméset, lorsque cela est nécessaire, par un détecteur de métaux pharmaceutique. Les contrôles en cours de procédé portent sur l’apparence, la limite entre les couches, le poids, l’épaisseur, la dureté et la friabilité avant que les comprimés ne passent au pelliculage ou au conditionnement.
Une presse à comprimés bicouchedoit coordonner deux alimentations de matériaux avec des étapes de remplissage distinctes et deux événements de compression. La séquence de base de la machine comprend l’alimentation de la première couche, la compaction contrôlée de la première couche, l’alimentation de la deuxième couche, la compression finale, l’éjection et la décharge.
Chaque couche nécessite son propre réglage de remplissage car les deux mélanges peuvent avoir des densités différentes. Le fonctionnement stable du dispositif d’alimentation est également essentiel. Un alimentateur forcé peut améliorer le remplissage de la matrice lorsque l’écoulement par gravité est insuffisant, mais une vitesse excessive de l’alimentateur peut modifier la densité apparente ou augmenter la ségrégation.
Le réglage le plus utile n’est pas forcément le plus rapide. Les essais de production doivent confirmer que les poids des deux couches restent stables dans la plage de vitesse prévue.
La première compression et la compression finale doivent être indépendamment reproductibles. La vitesse de la tourelle influence le temps de remplissage de la matrice, l’évacuation de l’air et le temps de maintien, tandis que l’outillage usé ou un mouvement instable des poinçons peuvent créer des variations spécifiques à chaque station.
L’élimination des poussières est particulièrement importante entre les deux zones d’alimentation. La poudre libre transportée dans la deuxième couche peut modifier le poids, rendre la limite visuelle moins nette et créer une contamination croisée.
La presse à comprimés bicouche de Rich Packingmachine de compression de comprimésest idéale pour la fabrication de comprimés bicouches. Cette série comprend un réglage numérique de la profondeur de remplissage et de la pression, une alimentation forcée en option, une extraction supérieure et inférieure des poussières, une commande PLC Siemens, une chambre de compression fermée, un outillage en GCr15 et une force de compression allant jusqu’à 120 kN.
Ces caractéristiques permettent un remplissage reproductible, un réglage de la pression, un nettoyage et un contrôle de la poudre efficaces. La sélection finale de l’équipement dépend toutefois des deux formulations, du rapport de poids des couches, des dimensions des comprimés, de l’objectif de production, des exigences de surveillance et de la procédure de nettoyage prévue.

Un comprimé bicouche de qualité nécessite à la fois une résistance globale acceptable et une interface stable. La dureté totale seule ne prouve pas que les couches sont solidement liées.
Le comportement du matériau est le premier facteur. La coulabilité influence le remplissage de la matrice, la densité détermine la quantité de poids occupant le volume disponible, et la taille des particules influence l’empilement et la ségrégation. L’humidité modifie la déformation et le comportement d’adhérence. Les lubrifiants réduisent le frottement, mais une lubrification excessive peut recouvrir les surfaces des particules et affaiblir la liaison.
La récupération élastique est une autre préoccupation majeure. Les deux couches se dilatent après la libération de la pression. Lorsque l’une récupère davantage que l’autre, une contrainte se développe au niveau de l’interface. Le comprimé peut alors se fendre pendant l’éjection, le pelliculage, le transport ou le stockage. Les propriétés des matériaux et les réglages de compression doivent donc être évalués ensemble plutôt que comme des variables distinctes.
La rugosité de l’interface est également importante. Une surface de première couche modérément rugueuse offre à la deuxième formulation davantage de possibilités d’emboîtement mécanique. Une pression excessive sur la première couche peut réduire cette rugosité. Les recherches ont associé une rugosité interfaciale plus élevée à des comprimés bicouches plus résistants, bien que le résultat final dépende toujours des propriétés de compaction des deux matériaux.
La séquence des couches peut également modifier le résultat. Placer un matériau plus plastique sous un matériau plus fragile peut produire un comportement différent de l’ordre inverse. Les essais de développement doivent donc évaluer la séquence prévue plutôt que de tester les deux formulations uniquement sous forme de comprimés individuels.
Enfin, la vitesse et le temps de maintien influencent le remplissage, la désaération et la consolidation. Un essai utile compare les poids des deux couches, le poids total, la dureté, la friabilité, l’apparence de la limite entre les couches et le taux de rejet à des vitesses de fonctionnement faible, normale et maximale.
|
Défaut |
Causes probables |
Premiers contrôles |
|
Séparation des couches |
Pression excessive sur la première couche, interface faible, récupération élastique différente |
Réglage de la première couche, lubrification, humidité, association des formulations |
|
Limite entre les couches floue |
Première couche trop lâche, excès de particules fines, perturbation du dispositif d’alimentation |
Compaction initiale, taille des particules, deuxième dispositif d’alimentation |
|
Variation du poids de la première couche |
Mauvaise coulabilité, niveau de poudre instable, profondeur de remplissage incorrecte |
Niveau de la trémie, vitesse de l’alimentateur, densité |
|
Variation du poids de la deuxième couche |
Fuite, résidus, alimentation irrégulière |
Propreté du doseur, du racleur et de la table de matrice |
|
Contamination croisée |
Extraction insuffisante, report de matière, joints usés |
Aspiration, joints, nettoyage |
|
Décapsulation |
Air emprisonné, décompression rapide, vitesse excessive |
Précompression, force principale, temps de séjour |
|
Friabilité élevée |
Granulés fragiles, trop de lubrifiant, compression faible |
Granulation, liant, lubrification, force |
|
Adhérence |
Humidité élevée, mauvaise lubrification, faces de poinçons usées |
Humidité, lubrifiant, outillage |
Le moment et l'emplacement d'un défaut aident à réduire les causes possibles. Les problèmes présents dès le démarrage indiquent généralement une formulation, une configuration, un outillage ou des réglages incorrects. Les défauts apparaissant après un fonctionnement prolongé suggèrent une ségrégation, une compaction dans le doseur, une accumulation de matière ou des conditions d'humidité changeantes.
Un défaut lié à une seule station de poinçonnage indique généralement un problème local d'outillage, de mouvement du poinçon ou de variation du remplissage de la matrice. Un problème présent sur toutes les stations indique plus fortement une condition commune liée au matériau ou au procédé.
La séparation des couches mérite une attention particulière, car l'augmentation simple de la compression finale ne permet pas toujours de la résoudre. La surface de la première couche, le niveau de lubrifiant, la récupération élastique, l'air emprisonné et la compatibilité de la formulation doivent être considérés ensemble. L'interface peut échouer immédiatement après l'éjection ou plus tard pendant l'enrobage et le conditionnement.
Le contrôle en cours de procédé doit suivre séparément la première couche, la deuxième couche et le comprimé final. Les enregistrements utiles comprennent les poids individuels des couches, le poids total, la force de compression, l'épaisseur, l'aspect, le taux de rejet, la vitesse et la perte de poudre.

Les essais sur le produit fini suivent la spécification approuvée et peuvent inclure l'aspect, la variation de poids, la dureté, la friabilité, le dosage, l'uniformité de teneur, la dissolution, la stabilité et l'intégrité des couches. Les produits contenant deux principes actifs nécessitent des méthodes appropriées et des critères d'acceptation pour chaque ingrédient.
ICH Q8 relie les attributs critiques des matériaux et les paramètres du procédé à la qualité du produit et soutient le développement d'une plage de fonctionnement justifiée. ICH Q6A place les spécifications du produit fini dans une stratégie de contrôle plus large qui inclut également le développement, la validation, le contrôle en cours de procédé, les études de stabilité et les BPF.
La montée en échelle nécessite plus qu'une augmentation de la vitesse de la tourelle. Les changements d'équipement de production modifient le cisaillement du doseur, le temps de remplissage de la matrice, le temps de séjour, les conditions de vide, la recirculation de poudre et la durée du lot. Les essais doivent couvrir le démarrage, le fonctionnement normal, les changements de vitesse, les arrêts, les redémarrages et le fonctionnement prolongé.
L'utilisation des formulations réelles fournit des preuves plus utiles que des essais réalisés uniquement avec une poudre standard. L'essai doit reproduire le rapport de couches prévu, le diamètre du comprimé, l'épaisseur, le rendement et la manipulation en aval.
Le conditionnement doit protéger à la fois la formulation et l'interface. Les produits sensibles à l'humidité peuvent nécessiter des matériaux de blister à haute barrière, tandis que les comprimés mécaniquement fragiles nécessitent un circuit d'alimentation et de conditionnement évitant les impacts excessifs. Le conditionnement en flacon peut inclure l'insertion d'un dessiccant et un scellage par induction lorsque cela est justifié par les données de stabilité.
Un comprimé bicouche associe deux formulations, mais une production réussie dépend du contrôle séparé de celles-ci avant qu'elles ne deviennent une seule unité de dosage. Une alimentation stable, une compaction correcte de la première couche, un remplissage propre de la deuxième couche, une compression finale adaptée et des essais spécifiques aux couches sont les principales bases.
Une presse à comprimés bicouche fournit la séquence et les points de contrôle nécessaires, mais la force de la machine ne peut pas corriger un mauvais écoulement, une déformation incompatible, une lubrification excessive ou un rapport de couches inadapté. Une fabrication fiable résulte de l'adéquation entre les propriétés de formulation, l'outillage, l'alimentation, la compression, le contrôle de la poussière, la vitesse, les essais qualité et le conditionnement dans une plage de fonctionnement validée.
Un comprimé normal est généralement fabriqué à partir d'un seul mélange principal en une seule séquence de remplissage. Un comprimé bicouche utilise deux formulations séparées, deux étapes de remplissage et une compression séquentielle.
Les causes courantes comprennent une compression excessive de la première couche, une faible formation de l'interface, une récupération élastique différente, un excès de lubrifiant, une variation d'humidité et de l'air emprisonné.
Une presse conçue pour une seule alimentation et une seule séquence de compression ne fournit pas un contrôle complet des comprimés bicouches. L'équipement doit disposer d'une configuration adaptée pour deux alimentations, la compaction de la première couche, le remplissage de la deuxième couche et la compression finale.
Chaque couche utilise sa propre profondeur de remplissage, son réglage de doseur, son niveau de poudre et ses contrôles de procédé. Un échantillonnage de la première couche ou un retour automatique est ajouté lorsque cela est requis par le produit et pris en charge par la machine.
Non. Une pression excessive sur la première couche peut lisser et densifier la surface, réduisant ainsi la liaison interfaciale. La pression finale doit également rester dans une plage permettant de soutenir la résistance sans créer de contraintes excessives ni modifier les performances du produit.
● Abebe, A. et al. Revue de la technologie des comprimés bicouches. (PubMed)
● ICH. Développement pharmaceutique Q8(R2) et spécifications Q6A. (ICH)

E-mail : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge 












 Domicile
Domicile Des produits
Des produits






