
Les gélules sont très répandues dans l'industrie pharmaceutique et celle des compléments alimentaires car elles acceptent une grande variété de produits (poudres, granulés, pastilles ou mélanges) et permettent une adaptation à grande échelle sans modification de la forme galénique. Le problème réside dans la sensibilité des lignes de production de gélules aux moindres variations. L'état de l'enveloppe influe sur l'ouverture et la fermeture. Le débit de remplissage et le comportement du mélange ont un impact sur les variations de poids. L'humidité, l'électricité statique et les pratiques d'alimentation se traduisent souvent rapidement par des rebuts et des arrêts de production.
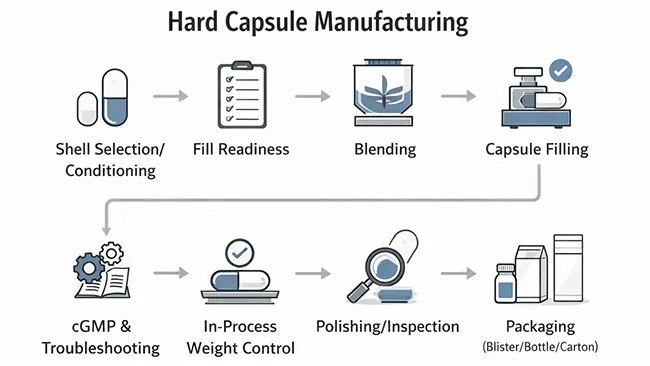
Ce guide décrit la fabrication de capsules, c'est-à-dire la production de capsules dures remplies à partir de coques vides achetées. Le processus comprend la sélection et la manipulation contrôlée des coques, la préparation au remplissage, le mélange, le remplissage des capsules, le contrôle en cours de production, l'inspection, la conformité et les principes de base du dépannage, et enfin le conditionnement primaire et la protection lors du stockage.
Étape 1 — Fabrication des capsules : Sélection de l'enveloppe et manutention des matières premières (gélatine vs HPMC)
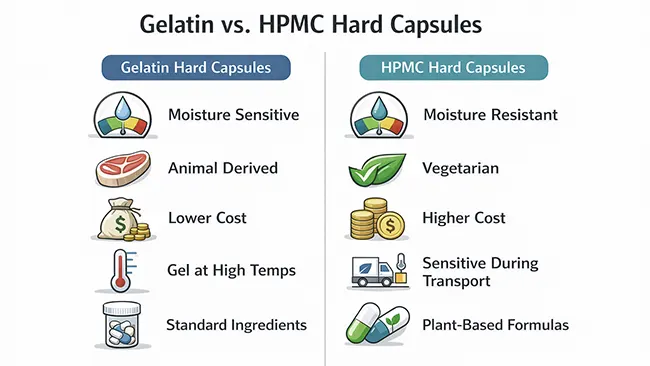
Le choix de l'enveloppe détermine les limites de la fabrication des gélules. Pour les gélules remplies, le choix se fait généralement entre… gélatine et HPMC (végétarien) coquillages.
Une sélection pratique se résume généralement à trois points :
● Sensibilité de la formulation : Les garnitures hygroscopiques ou sensibles à l'humidité augmentent le risque d'agglomération, de collage et de dérive du poids ; le choix et la manipulation de la coque sont donc d'autant plus importants.
● Exigences du marché : Le positionnement végétarien ou les attentes liées à la région orientent souvent vers l'HPMC.
● Cohérence des coûts et de l'approvisionnement : La gélatine est largement utilisée et souvent plus rentable lorsque les conditions de manipulation sont stables.
Les coquilles entrantes doivent être traitées comme un matériau contrôlé. Les conditions de stockage pendant le transport, l'homogénéité d'un lot à l'autre et la manière dont les coquilles sont préparées avant la production peuvent entraîner ultérieurement des problèmes de fragilité, de ramollissement, d'électricité statique ou de fermeture — des problèmes qu'il est facile d'imputer au matériau de remplissage, mais qui trouvent souvent leur origine en amont.
|
Facteur |
Capsules de gélatine |
Capsules HPMC |
|
Raison courante de choisir |
Économique et largement utilisé |
Positionnement végétarien ; large adéquation au marché |
|
sensibilité à l'humidité |
Plus sensible aux variations de la main-d'œuvre |
Souvent plus tolérant, mais a tout de même besoin d'être contrôlé. |
|
Meilleure adaptation typique |
Poudres/granulés stables à stockage contrôlé |
Remplissages hygroscopiques ou « délicats » ; exigence végétarienne |
|
Risques typiques liés à la manipulation |
Fragilité (trop sec) ou ramollissement (trop humide) |
Variations selon le niveau scolaire ; harmoniser les attentes en matière de performance |
|
Notes de dissolution |
Comportement de base commun |
Peut varier selon la qualité/formulation ; vérifier si cela est critique |
|
Points pratiques à retenir |
Un choix judicieux avec des conditions de manipulation stables. |
Un choix judicieux lorsque les besoins de formulation/du marché l'imposent. |
Même une capsule de qualité peut se détériorer si elle est mal manipulée. Lors de la fabrication de capsules, le conditionnement des capsules est l'un des moyens les plus rapides de prévenir les rebuts en début de production, sans modifier les paramètres de remplissage. Les capsules vides doivent être stockées à température et humidité contrôlées, puis conditionnées avant la production afin d'atteindre un équilibre stable. Négliger cette étape entraîne souvent des problèmes évitables au niveau de la remplisseuse : capsules qui se fissurent lors de la manipulation, capsules qui ne se vissent pas correctement ou problèmes d'alimentation dus à l'électricité statique.
Privilégiez une approche simple et reproductible :
● Environnement Utilisez un espace propre et stable à humidité contrôlée. Des variations rapides sont plus néfastes qu'une condition stable, même légèrement hors des valeurs cibles.
● Mise en scène Laissez les coquilles s'acclimater avant d'ouvrir les sacs ou les fûts. Une absorption d'humidité inégale peut entraîner un comportement irrégulier au sein d'un même lot.
● Contrôle de l'exposition Réduisez au minimum le temps d'ouverture. Refermez les contenants partiellement ouverts et conservez les coquilles ouvertes à l'abri de l'humidité et des courants d'air forts.
Si le nombre de rejets augmente soudainement au début d'une exécution et que les paramètres de la machine n'ont pas changé, vérifiez d'abord l'état et la gestion du shell.
De nombreux problèmes de remplissage sont liés à des problèmes de matériaux. Dans la fabrication de capsules, un dosage stable repose sur la préparation du matériau : fluidité, humidité et propriétés électrostatiques. Avant qu'un lot n'atteigne la machine de remplissage, il est impératif de vérifier que le matériau est prêt à s'écouler, à alimenter et à doser. Une même formule peut se comporter très différemment selon l'humidité, la granulométrie et l'historique de fabrication.
Points clés en matière de préparation :
● Fluidité Une mauvaise fluidité augmente les variations de poids et peut provoquer la formation de ponts. Une granulation, l'ajout d'agents fluidifiants ou un ajustement de la granulométrie peuvent être nécessaires.
● teneur en humidité Un excès d'humidité peut provoquer des adhérences et des dépôts ; un manque d'humidité peut aggraver l'électricité statique et la formation de poussière. Dans les deux cas, le dosage peut être déstabilisé.
● Granulométrie et fines : Les fines en excès augmentent la cohésion et la poussière ; les particules surdimensionnées peuvent entraîner des problèmes de remplissage et de fermeture irréguliers.
● Adhésivité et électrostatique Les deux peuvent entraîner une alimentation irrégulière, surtout lorsque la durée de fonctionnement augmente.
Si la ligne semble correcte pendant les premières minutes puis dérive, suspectez un changement lent du comportement de la poudre : absorption d'humidité, chaleur, consolidation dans la trémie ou ségrégation.
Étape 4 — Mélange pour uniformiser (prévenir la ségrégation)
Le mélange ne se limite pas à uniformiser l'apparence du produit. L'objectif est d'assurer l'homogénéité du dosage lors de l'alimentation, ce qui implique d'éviter la ségrégation après le mélange, pendant le transfert, le chargement de la trémie et tout au long du processus.
Les principaux facteurs de ségrégation sont les différences de densité, la distribution granulométrique étendue, les vibrations lors du transport et les hauteurs de chute importantes lors du transfert. Voici quelques mesures pratiques pour y remédier :
● Ordre et moment du mélange Ajouter les lubrifiants et les composants à faible dose de manière à assurer une répartition uniforme sans mélange excessif.
● Méthode de transfert Un transfert en douceur et des trajectoires régulières réduisent la séparation.
● Logique d'échantillonnage : Confirmer l'uniformité d'une manière qui reflète ce que la machine observe au fil du temps, et pas seulement ce qui est le plus facile à échantillonner.
Si les premières capsules passent et que les capsules suivantes ont tendance à être légères/lourdes, la cause est souvent une ségrégation dans le système d'alimentation, et non un changement « mystérieux » dans les performances de la machine.
Il s'agit du cœur du processus de fabrication des gélules. Le niveau d'équipement et la méthode de dosage doivent être adaptés à la taille des lots, aux exigences de précision, au comportement du produit et à la fréquence des changements de production.
Choisir le niveau de la machine
● Manuel Idéal pour les essais et les très petits lots. Faible débit, forte intensité de main-d'œuvre et forte dépendance à l'opérateur.
● Machine de remplissage de capsules semi-automatique Utile lorsque vous avez besoin d'une production plus élevée sans la complexité d'une automatisation complète. Souvent une solution pratique pour les petits volumes de production.
● machine de remplissage automatique de capsules Conçue pour un débit élevé et un contrôle reproductible, cette solution est généralement la plus adaptée lorsque les temps d'arrêt et la variabilité coûtent plus cher que la machine elle-même.

Lors de la sélection des fournisseurs de machines de remplissage automatique de capsules, exigez des preuves de la stabilité de la machine dans le temps, et pas seulement des affirmations concernant sa vitesse. Par exemple, chez Rich Packing, les équipements destinés à l'expédition sont systématiquement vérifiés par un test de fonctionnement continu et un test à charge élevée avant expédition, ce qui permet de détecter rapidement les dérives et les arrêts mineurs.
Comprendre les options de dosage
Deux systèmes de dosage souvent évoqués sont le tassement par aiguille et le dosage par doseur. Tous deux visent à délivrer une dose constante dans la capsule, mais leur comportement peut varier selon la compressibilité, la cohésion et le poids de remplissage cible de la poudre. Le meilleur choix est celui qui reste stable avec votre matériau et dans votre plage de fonctionnement, tout en étant facile à nettoyer et à changer.
|
Facteur |
Manuel |
Semi-automatique |
Automatique |
|
Idéal pour |
Recherche et développement, échantillons, essais |
Petit commerce, changements fréquents |
Augmentation de la capacité, production stable, volume plus élevé |
|
Sortie typique |
Faible |
Moyen |
Haut |
|
Contrôle et répétabilité |
Dépend de l'opérateur |
Amélioré, mais toujours influencé par l'opérateur |
Contrôle de course élevé et constant |
|
Changement et nettoyage |
Simple, plus lent |
Modéré |
Conçu pour la répétabilité, nécessite de la discipline |
|
Niveau d'investissement |
Le plus bas |
Milieu |
Le plus haut |
|
Points pratiques à retenir |
C'est bien de connaître le produit |
Un bon tremplin pour une commercialisation précoce |
Idéal lorsque la stabilité et le débit sont primordiaux. |
Dans la fabrication de capsules, même avec une machine de remplissage performante, le poids peut varier en fonction des conditions de production. Le contrôle en cours de fabrication vise à détecter ces variations au plus tôt et à les corriger avant que les rebuts ne s'accumulent.
Les causes fréquentes incluent les modifications du comportement de la poudre (absorption d'humidité, électricité statique, agglomération), une alimentation irrégulière et une accumulation progressive sur les doseurs. Mesures de contrôle efficaces en production quotidienne :
● Analyses de tendances Suivre l'évolution du poids au fil du temps. Un contrôle ponctuel peut ne pas révéler les variations de poids.
● signaux de comportement des matériaux Surveillez les changements de poudrage, de débit ou de formation de ponts. Ces changements apparaissent souvent avant les défaillances de poids.
● Discipline d'ajustement Modifiez une variable à la fois et confirmez l'impact à l'aide d'une fenêtre d'échantillonnage cohérente.
La stabilité des performances repose sur un contrôle reproductible, et non sur des « réglages parfaits ».

Après remplissage, les capsules contiennent souvent des particules fines ou de la poussière de surface qui peuvent affecter leur aspect et leurs performances ultérieures. machine à polir les capsules (Souvent associée au dépoussiérage) réduit la poudre libre qui peut interférer avec l'emballage et contribue à obtenir une finition uniforme.
L'inspection se concentre sur les défauts qui ont un impact sur la qualité et l'efficacité de la ligne :
● Capsules fissurées ou cabossées (souvent lié au conditionnement de la coquille ou aux contraintes mécaniques)
● Bouchons mal serrés ou fermeture défectueuse
● Capsules déformées qui bloquent les convoyeurs et les emballeurs
● Contamination visible ou forte poussière
● valeurs aberrantes sous-remplissage/sur-remplissage qui passent inaperçus si l'échantillonnage est trop léger
Cette étape garantit la performance en aval. Les problèmes d'emballage commencent souvent par des défauts entrant dans la ligne d'emballage.
La conformité est intégrée au fonctionnement de la ligne : matériaux contrôlés, paramètres documentés, nettoyage défini et décisions claires en cas de déviation. Dans la fabrication de gélules, le respect des bonnes pratiques de fabrication (BPF) permet également un dépannage plus rapide et des résultats plus reproductibles. L'Agence américaine des produits alimentaires et médicamenteux (FDA) )
Éléments essentiels de conformité
● Contrôle des matériaux Qualification des fournisseurs, contrôles à réception, étiquetage de statut et stockage contrôlé.
● Enregistrements par lots : Documentez les paramètres qui affectent la qualité : type de coquille, conditions de mélange, réglages de la machine et résultats en cours de production.
● Changement et nettoyage Définir les étapes et les vérifications, notamment lors du changement de produits ou de matériaux sensibles aux allergènes.
● Maintenance et étalonnage La maintenance préventive réduit la dérive et les arrêts imprévus.
● Formation et écarts Les opérateurs ont besoin de règles cohérentes pour les ajustements, l'échantillonnage et l'escalade.
Modèles de dépannage (vérifications rapides)
● dérive du poids léger/lourd : Vérifier d'abord le comportement de la poudre (fluidité, humidité, ségrégation), puis la stabilité de l'alimentation, puis l'accumulation ou l'usure des pièces de dosage.
● Fissures et bosses : Revérifiez l'état et la manipulation de la coque, puis identifiez les points de contrainte mécanique aux interfaces de transfert.
● Bouchons mal serrés/défauts de fermeture : Vérifier la taille/l'ajustement de la coque, examiner les effets de l'humidité et contrôler l'alignement et l'usure du système de fermeture.
● Pics de rejet soudains Recherchez les changements en amont : nouveau lot de coquilles, variations environnementales, pratiques de remplissage des trémies ou tendance à une accumulation précoce.
Une procédure de dépannage cohérente (matériau, environnement, alimentation, puis réglages de la machine) réduit les conjectures et raccourcit les temps d'arrêt.
Dans la fabrication de capsules, l'emballage fait partie intégrante de la protection du produit – et non une simple formalité – car il détermine la qualité des capsules lors du stockage et du transport. Le choix de l'emballage dépend de la sensibilité à l'humidité, du format de dosage et des conditions de manipulation du produit pendant la distribution.
Emballage sous blister est souvent choisi lorsque la présentation en dose unitaire, la performance de barrière et la facilité d'utilisation sont importantes — généralement produit sur un machine d'emballage sous blister en utilisant des structures de barrière appropriées. Bouteilles sont courantes pour les formats multidoses, souvent associées à des dessiccants et à un système de fermeture pour gérer l'exposition à l'humidité après ouverture ; cette voie est fréquemment associée à un ligne de comptage et d'embouteillage des capsules . Pour la présentation et la distribution en vue de la vente au détail, l'emballage secondaire est généralement pris en charge par un machine à encartonner pour protéger les colis pendant le transport et faciliter l'étiquetage et la traçabilité.
Si les capsules ramollissent, deviennent cassantes ou présentent des changements d'aspect sur l'étagère, examinez l'ensemble de la chaîne : choix et conditionnement de l'enveloppe, comportement de l'humidité du contenu et performance de barrière de l'emballage sélectionné.
Une production stable repose sur des fondamentaux rigoureux : choisir la bonne enveloppe, la manipuler et la conditionner de manière uniforme, s’assurer d’un approvisionnement régulier en matière de remplissage, réaliser un mélange homogène pour éviter la ségrégation et effectuer le remplissage avec un contrôle et une inspection en cours de production reproductibles. Grâce à cette rigueur et à un emballage adapté à la sensibilité du produit, la fabrication de capsules peut être industrialisée sans être freinée par les dérives, les rebuts et les temps d’arrêt.
L'HPMC est souvent privilégiée lorsque le produit de remplissage est sensible à l'humidité ou lorsqu'un positionnement végétarien est requis. Le choix optimal dépend du comportement du système complet dans vos conditions de stockage et de production (température d'humidité optimale).
Les causes fréquentes incluent les modifications du comportement de la poudre (absorption d'humidité, électricité statique, agglomération), l'instabilité de l'alimentation, les pratiques d'utilisation de la trémie et l'accumulation progressive sur les pièces de dosage. Le suivi de l'évolution du poids au fil du temps permet de détecter rapidement toute dérive.
Choisissez le mécanisme en fonction de sa stabilité avec votre poudre, du poids de remplissage cible et de la plage de fonctionnement. Le mécanisme qui assure un dosage constant, un nettoyage et un changement de format faciles est généralement le plus adapté.
Le conditionnement et la manipulation des capsules sont des facteurs fréquents. Des capsules trop sèches peuvent devenir cassantes, tandis que les contraintes mécaniques aux points de transfert peuvent les déformer ou les fissurer. Il convient d'examiner la préparation des capsules, leur environnement et les interfaces de transfert.
Les blisters offrent une excellente protection contre les doses unitaires lorsqu'ils sont fabriqués avec des matériaux à haute barrière. Les flacons conviennent également, à condition d'utiliser un système de fermeture efficace et des dessiccants, mais ils sont exposés à des ouvertures répétées lors de leur utilisation.
Vérifiez la stabilité de la coque dans vos conditions de manipulation, la stabilité du flux de remplissage et du mélange, validez que les réglages de la remplisseuse maintiennent le poids dans les limites au fil du temps et vérifiez que l'inspection et l'emballage protègent la qualité pendant le stockage et le transport.
● FDA : Réglementation actuelle sur les bonnes pratiques de fabrication (BPF). ( L'Agence américaine des produits alimentaires et médicamenteux (FDA) )
● eCFR : 21 CFR Partie 211 — Bonnes pratiques de fabrication (BPF) pour les produits pharmaceutiques finis.
● Chapitre général de l'USP <905> Uniformité des unités de dosage (page officielle).
● ICH Q9 Gestion des risques qualité (ligne directrice). (database.ich.org)
● Système de qualité pharmaceutique ICH Q10 (ligne directrice). ( base de données.ich.org )

E-mail : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge 












 Domicile
Domicile Des produits
Des produits






