












 Domicile
Domicile Des produits
Des produits







29+ years in pharmaceutical machinery, covering capsule filling, tablet pressing, blister packaging, tablet and capsule counting, cartoning, GMP production, and overseas machine service.

Dans la fabrication de produits pharmaceutiques et nutraceutiques, le remplissage des capsules doit garantir un dosage reproductible et une qualité de fermeture fiable, quel que soit le débit de production. Entièrement automatique machines de remplissage de capsules dures Pour ce faire, on exécute une séquence de station fixe (orientation, séparation capuchon/corps, dosage, fermeture et décharge), synchronisée par la logique de temporisation et de contrôle de la tourelle.
Ce guide explique le principe de fonctionnement de la machine de remplissage de capsules au niveau de la station, afin que vous puissiez voir ce que chaque module contrôle, quelles conditions déstabilisent le cycle et quels contrôles (tendance du poids, cohérence de la fermeture, modèles de rejet) montrent que la production est sous contrôle.

Un cycle entièrement automatique répète les mêmes opérations dans le même ordre :
1. Redresser (orienter) les capsules
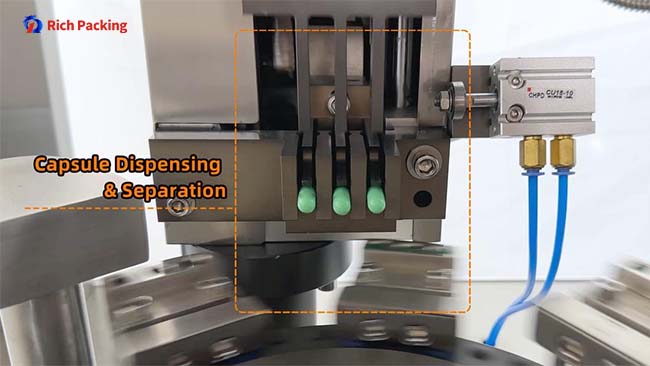
2. Séparer le bouchon et le corps
3. Mesurer et transférer la dose
4. Fermez et verrouillez
5. Décharge et rejet
« Performances stables » doit signifier que le cycle de la station reste constant dans le temps, et non pas seulement que la machine atteint une vitesse nominale.
Les systèmes manuels conviennent aux essais et aux petits lots ; le contrôle repose en grande partie sur l’opérateur. Les machines semi-automatiques automatisent une partie du flux, mais restent intermittentes et moins comparables à un contrôle en station continue. Cet article suppose… machines de remplissage de capsules entièrement automatiques : à tourelle, cycles continus, détection intégrée et logique de rejet.
● Rectification : alignement des capsules pour une insertion correcte.
● Séparation du corps et du capuchon : séparation par temporisation sous vide/air et guidage mécanique.
● Disque doseur + picots de tassage : forme un volume de dosage compact et reproductible avant le transfert.
● Doseur : utilise un tube/une buse de dosage pour prélever et transférer une charge de poudre.
● Intégrité du verrouillage : constance de l'engagement capuchon-corps après fermeture.
● IPC : contrôles en cours de traitement (poids, fermeture, rejets) pendant l’exécution.
Une remplisseuse de capsules entièrement automatique gère deux flux en parallèle : le flux de capsules et le flux de poudre (remplissage). En cas de dérive des résultats, la cause principale est généralement un problème de synchronisation de la séparation, de stabilité du dosage ou d’alignement de la fermeture, souvent lié à l’état des capsules ou au comportement de la poudre.

Alimentation/rectification → séparation → fermeture → décharge/rejet
● La rectification influe sur la régularité avec laquelle les coquilles sont soumises à la séparation et au dosage.
● La séparation repose sur un support mécanique et une synchronisation du vide/de l'air ; les fissures partielles et les contraintes sur la coque réapparaissent souvent plus tard sous forme de défauts de fermeture.
● La fermeture dépend de l'alignement et de la propreté. La présence de poudre à l'interface bouchon/corps est une cause fréquente de verrouillage défectueux et de fuites.
● Le taux de rejet/décharge doit présenter une évolution stable au fil du temps ; une augmentation du taux de rejet signale généralement une accumulation ou une dérive en amont.
Condition → compteur → transfert
La poudre peut former des ponts, s'aérer, se séparer, capter l'électricité statique et voir sa densité apparente varier en fonction de l'humidité. La station de dosage traduit ce comportement en une dose reproductible grâce à l'une des deux architectures courantes suivantes :
● Disque de dosage + goupilles de tassage : compacter la poudre en bouchons répétables (« slugs ») à l'intérieur des trous de dosage, puis transférer un volume mesuré.
● Doseur : capturer et transférer une charge de poudre via un tube/buse doseur.
1. Moment de séparation : niveau de vide, calage de l'air, alignement mécanique.
2. Stabilité du comptage : consistance du lit de poudre, profondeur de tassement ou réglages du doseur, plage de vitesse.
3. Alignement/force de fermeture : guides, propreté, état de la coque, géométrie de fermeture.
L'agencement varie selon le fabricant, mais la séquence fonctionnelle reste la même. À chaque poste, concentrez-vous sur trois questions : quel est le rôle du poste, quelles variables le contrôlent et à quoi ressemble une panne ?
Contrôles : débit de la trémie, géométrie du guide, homogénéité de la taille des capsules, propreté.
Symptômes typiques : erreurs d’alimentation, éraflures, bourrages intermittents.
Contrôles rapides : débit régulier (pas d’éclatements) ; inspecter les guides pour détecter toute usure ou accumulation de poudre.
Commandes : niveau de vide, temporisation de l'air, profondeur de séparation, vitesse de la tourelle, état de l'obus.
Symptômes typiques : séparation partielle, coquilles fissurées, bouchons non complètement soulevés.
Contrôles rapides : valider les séparations nettes à basse vitesse, puis augmenter la vitesse tout en surveillant les dommages à la coquille et les rejets.
Commandes
: alignement mécanique, stabilité de maintien, contrôle des résidus.
Symptômes typiques
: soulèvement/oscillation du corps, entrée incohérente, « gonflement » de la poudre.
Contrôles rapides
: vérifier que le corps reste bien en place et ne bouge pas sous l'effet des vibrations.
Commandes : hauteur du lit de poudre, profondeur de compactage, propreté du racleur/transfert, vitesse de la tourelle.
Symptômes typiques : dérive du poids, sous-remplissage, formation de ponts, accumulation progressive.
Contrôles rapides : stabiliser d’abord le lit de poudre, puis ajuster la profondeur de tassement, puis valider à la vitesse cible.
Commandes : profondeur de remplissage, durée, conditionnement de la poudre, propreté de la buse.
Symptômes typiques : charge irrégulière, traces/accumulation.
Contrôles rapides : pesées à intervalles rapprochés ; inspection des surfaces de transfert pour détecter les premiers résidus.
Commandes : alignement du guide, force de fermeture, propreté de la station, conditionnement de la coque.
Symptômes typiques : ne se ferme pas, verrou desserré, déformation, fuite après fermeture.
Contrôles rapides : inspection de fermeture à intervalles réguliers ; en cas de défauts, revérifier la séparation et la contamination de l’interface.

Commandes : seuils de rejet, stabilité du capteur, gestion des décharges.
Symptômes typiques : faux rejets, défauts non détectés, éraflures à la sortie, rejets qui augmentent avec le temps.
Contrôles rapides : analyse des tendances de rejet des modèles ; vérification que la manipulation de la décharge n’endommage pas les capsules intactes.
|
Gare |
Fonction principale |
Variables clés |
Symptômes typiques |
Vérification rapide |
|
Alimentation/Rectification |
Orienter les capsules dans la tourelle |
Stabilité du débit, usure des guides, propreté |
Problèmes d'alimentation, éraflures, bourrages |
Observer un débit régulier; inspecter les guides |
|
Séparation |
Bouchon et corps séparés |
Calage, vitesse et alignement du vide/de l'air |
Fissures partielles |
Contrôle visuel fractionné à basse vitesse |
|
Positionnement du corps |
Stabiliser le corps pour le dosage |
Siège, alignement, résidus |
Levage/oscillation, entrée irrégulière |
Observer la cohérence des sièges |
|
Dosage (disque/tassage) |
Volume emballé au mètre |
Hauteur du lit, profondeur de compactage, racleurs |
Dérive du poids, sous-remplissage |
Pondération des tendances ; modifier une variable |
|
Dosage (doseur) |
Charge du compteur via la buse |
Profondeur, timing, conditionnement |
Incohérence de facturation |
Poids à intervalles courts + nettoyage |
|
Clôture |
Capsule de verrouillage |
Guides, force, contamination |
Ne se ferme pas, serrure desserrée |
Contrôles de fermeture sur l'intervalle |
|
Rejet/Décharge |
Éliminer les défauts, transférer le produit |
Seuils, gestion |
Faux rejets, éraflures |
Tendance de rejet + inspection de décharge |
Le contrôle du poids de remplissage est l'endroit où machine de remplissage de capsules rotative Le principe de fonctionnement devient quantifiable : conditionnement stable de la poudre, dosage précis et transfert propre. La plupart des systèmes dosent un volume/une charge constant(e) ; le poids final varie en fonction de la densité apparente ou de l’efficacité du transfert.
● Instabilité du lit de poudre : réapprovisionnement irrégulier, formation de ponts.
● Dérive de la densité apparente : l’aération/les vibrations/l’humidité modifient la façon dont la poudre se compacte.
● Ségrégation : les mélanges se séparent, augmentant la variation (et le risque d'uniformité du contenu).
● Statique et adhérence : la poudre adhère aux surfaces de dosage/transfert, provoquant une lente dérive.
Pour les systèmes de disques/tassages, la répétabilité s'améliore généralement le plus rapidement dans cet ordre :
1. Hauteur/consistance du lit de poudre
2. Profondeur de compactage (par petits paliers, une variable à la fois)
3. Nettoyage des transferts (grattoirs/surfaces de contact)
4. Validation de la fenêtre de vitesse (rampe après stabilisation des poids)
Un doseur peut être performant pour certaines poudres et dans certaines plages de fonctionnement, mais cela dépend toujours de l'état de la poudre et de la propreté du transfert. En cas de dérive, vérifiez d'abord le comportement de la poudre et la présence de résidus, puis ajustez les paramètres du doseur.
● Évolution du poids (dérive vs bande stable)
● Démarrage vs régime permanent (premières 10 à 20 minutes)
● Contrôles d'intégrité du verrouillage
● Rejeter la stabilité au fil du temps
Définissez les intervalles d'échantillonnage, enregistrez les résultats et assurez la traçabilité des ajustements. Une cadence simple — plus fréquente au démarrage, puis stable — permet d'éviter la plupart des « surprises » ultérieures.
Une vitesse plus élevée réduit le temps d'arrêt, ce qui permet de détecter plus rapidement les petites instabilités sous forme de rebuts et de variations de poids. En pratique, la qualification doit se concentrer sur une plage de vitesses stables : la vitesse la plus élevée permettant de maintenir la constance du poids et de la fermeture dans le temps.
● La cohérence de la séparation diminue (les fissures partielles et la contrainte de la coquille augmentent).
● Le réapprovisionnement du lit de poudre devient moins stable (la variation augmente).
● La fermeture tolère moins bien l'alignement et la contamination.
Si le nombre de rejets augmente lorsque vous accélérez, ralentissez et vérifiez quel domaine de contrôle se rompt en premier (séparation, mesure ou fermeture).
La plupart des fuites et des poussières proviennent des pertes lors du transfert du dosage et de la contamination de la poudre à l'interface bouchon/corps. Mesures de contrôle généralement efficaces :
● maintenir propres les surfaces de dosage/transfert (éviter l'accumulation progressive)
● vérifier la propreté de la station de fermeture et l'alignement du guide
● Évitez de trop remplir le réservoir, car cela empêcherait une fermeture propre.
● Ajouter un polissage/dépoussiérage des capsules si nécessaire pour le conditionnement ou l'aspect final.

Les coques des capsules dures sont sensibles à l'environnement :
● Trop sec → coquilles fragiles, risque de fissures
●
Trop humide → coques souples, risque de déformation/de desserrage des fermetures
Un conditionnement stable à proximité de la ligne améliore souvent davantage l'intégrité du verrouillage que des modifications mécaniques agressives.
Cette section constitue une couche pratique pour les lignes mises en service pour la première fois : discipline minimale et isolation rapide des défauts.
1. dégagement de la ligne
2. Enregistrement par lots : paramètres clés + résultats IPC + ajustements
3. Procédure de nettoyage + liste de contrôle de changement
4. Contrôle de la contamination croisée (gestion des poussières)
5. Enregistrements d'étalonnage des outils IPC (balances, jauges si référencées)
6. Principes de base de sécurité (protections/verrouillages/arrêts d'urgence)
7. Déclencheurs et documentation de gestion des écarts
8. Dossiers de formation des opérateurs/de la maintenance
● fonctionnement stable dans une plage de vitesses convenue
● Plan IPC + preuves de tendance pondérale
● approche de vérification de la clôture et de gestion des défauts
● rejeter la cohérence au fil du temps
● accès/temps de nettoyage réaliste
● Liste des pièces d'usure/pièces de rechange + délais de livraison
|
Symptôme |
Station/module probable |
cause racine typique |
Corrigez maintenant |
Empêcher le prochain lot |
|
La variation de poids augmente |
État de dosage/poudre |
instabilité du lit, dérive de densité, résidus |
stabiliser le lit; nettoyer le transfert; ajuster la profondeur de tassement |
Contrôle de l'humidité ; routine de conditionnement ; IPC plus strict au démarrage |
|
Sous-rempli/vide |
Séparation ou transfert |
séparation partielle, corps non assis, pontage |
vérifier la séparation ; corriger le timing ; dégager le pontage |
validation à faible vitesse ; contrôles de qualité des capsules |
|
Ne se ferme pas / cadenas desserré |
Fermeture + amont |
défaut d'alignement, contamination, état de la coquille |
nettoyer; vérifier les guides; ajuster la force de fermeture |
Conditionnement de la coque ; cadence de nettoyage ; vérification de la rectification |
|
Fuite après fermeture |
Intégrité de clôture |
Verrouillage défectueux, débordement, contamination |
Vérifier le verrouillage ; réduire le débordement ; nettoyer |
améliorer la propreté du transfert ; polissage/dépoussiérage si nécessaire |
|
Fissures/déformation |
Séparation/fermeture |
timing trop agressif ; coquilles fragiles/molles |
ajuster le calage; inspecter les guides |
contrôle environnemental ; contrôle qualité à réception |
|
Blocages / éclatements |
Alimentation/rectification |
bourrages, guides usés, accumulation |
nettoyer/dégager ; remplacer les pièces d'usure |
Horaire de l'après-midi ; approvisionnement régulier en capsules |
|
Les rejets augmentent avec le temps |
Accumulation de dose/fermeture |
résidus progressifs, dérive de poudre |
pause/nettoyage ; revérifier l'IPC |
intervalle de nettoyage défini ; rejets de tendance |
Une remplisseuse de capsules entièrement automatique fonctionne selon un cycle temporisé. Lorsque le temps de séparation, la stabilité du dosage et l'alignement de fermeture sont maîtrisés, le poids de remplissage et l'intégrité du verrouillage deviennent prévisibles et le taux de rejets reste stable. Utilisée de cette manière, la remplisseuse de capsules devient un outil pratique pour évaluer les équipements, définir une plage de cadence et localiser rapidement les pannes.
1. Comment fonctionne une machine de remplissage de capsules entièrement automatique ?
Il répète les étapes suivantes : rectification → séparation → dosage/transfert → fermeture/verrouillage → décharge/rejet.
2. Disque doseur/aiguilles de tassage vs doseur : quelle est la différence ?
Le tassage par disque consiste à doser le volume tassé ; le dosageur, quant à lui, prélève la charge par embout. Le choix optimal dépend du comportement de la poudre et de la plage de stabilité requise.
3. Pourquoi le poids dérive-t-il après le démarrage ?
Les causes courantes sont la dérive de la densité apparente et l'accumulation de résidus sur les surfaces de dosage/transfert.
4. Pourquoi les capsules ne se ferment-elles pas ?
Le plus souvent, il s'agit d'un problème d'alignement, de contamination aux interfaces ou d'état de la coque, parfois lié à une faible séparation.
5. Une seule machine peut-elle traiter à la fois de la poudre et des granulés ?
Souvent oui, avec une configuration de dosage correcte et une validation des performances de transfert/fermeture/rejet.
6. Que dois-je privilégier dans une FAT ?
Preuves de maîtrise : évolution du poids, contrôles de fermeture, stabilité des rejets et démonstration réaliste de nettoyage/changement de format.
7. Quelle est une cadence IPC de démarrage pratique ?
Prélever des échantillons plus fréquemment pendant les 10 à 20 premières minutes, puis passer à un intervalle constant une fois que le poids et les rejets se sont stabilisés.
FDA – Validation des procédés : Principes généraux et pratiques
https://www.fda.gov/regulatory-information/search-fda-guidance-documents/process-validation-general-principles-and-practices
USP – Ressources pédagogiques sur la dissolution
https://www.usp.org/education/dissolution

E-mail : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 Réseau IPv6 pris en charge
Réseau IPv6 pris en charge